一种电池极片卷材放料装置及辊压机的制作方法
本技术属于电池极片制作,具体涉及一种电池极片卷材放料装置及辊压机。
背景技术:
1、相较于传统的镍氢电池、镍镉电池、铅酸电池等,锂离子电池具有工作电压高、能量密度大、自放电率低、循环寿命长、安全性好以及环境友好等优点。随着锂离子电池在电动车、军事、太空等储能领域的高速发展,人们对锂离子电池性能的要求越来越高,对影响电池性能生产工艺的关注也越来越多。
2、现有技术中,电池极片在辊压时因延展会形成箔材边缘波浪,甚至进一步形成细密的皱褶,造成极耳翘起,从而引发辊压断带,严重时极片报废。同时,在极片涂布烘干过程中,箔材收卷卷绕处受烘箱温度和设备张力的影响,容易出现留白折叠现象。目前现有设备主要是在过辊上贴铁氟龙以减少辊压过程中发生的极片留白打皱和极耳翘起等问题。
3、然而,发明人在研究现有技术的过程中发现,铁氟龙的使用对减少极片留白打皱和极耳翘起的效果有限,生产过程中极片仍有较高的打皱比例和极耳翘起比例,影响生产效率及生产良率。
技术实现思路
1、鉴于上述问题,提出了本实用新型以便提供一种克服上述问题或者至少部分地解决上述问题的一种电池极片卷材放料装置及辊压机。
2、为了解决上述技术问题,本实用新型是这样实现的:
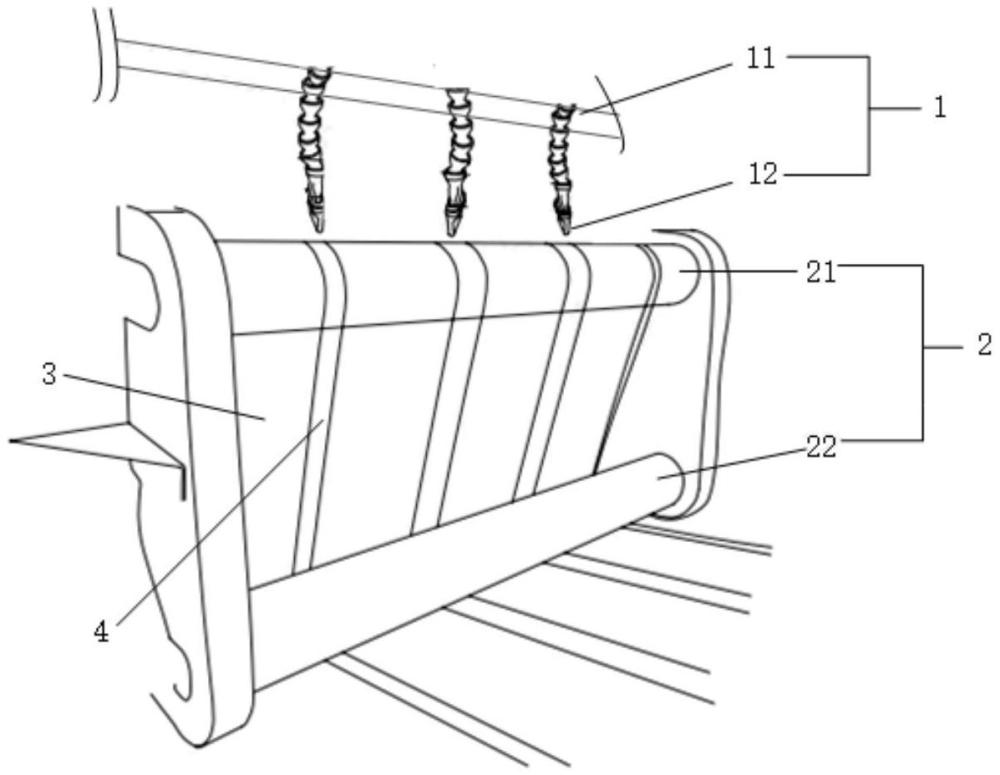
3、第一方面,本实用新型实施例提出了一种电池极片卷材放料装置,所述卷材放料装置包括风刀组件和传动组件;
4、所述风刀组件固定在所述传动组件的上方;
5、所述传动组件将极片输送至所述风刀组件下方;
6、其中,所述风刀组件包括加热器,所述风刀组件用于向所述极片方向吹热风。
7、进一步地,所述风刀组件还包括进风管道和风刀头;
8、所述进风管道上安装有多个所述风刀头,所述风刀头的出风口朝向所述极片上的极耳。
9、进一步地,所述风刀头与所述极耳一一对应。
10、进一步地,所述风刀头通过可变向的软管与所述进风管道连接。
11、进一步地,所述传动组件包括水平辊和张力辊;所述水平辊设置于所述张力辊的上方,且所述水平辊的轴线方向平行于所述张力辊的轴线方向。
12、进一步地,所述风刀头的出风方向与所述水平辊的轴线倾斜相交,且夹角小于90度。
13、进一步地,所述水平辊和所述张力辊的辊轴上贴有铁氟龙。
14、进一步地,所述风刀组件还包括调速器,用于调整吹风的风速。
15、第二方面,本实用新型实施例还提供一种辊压机,所述辊压机包括上述任一实施例所述的电池极片卷材放料装置。
16、进一步地,所述辊压机还包括压延装置,所述压延装置设置于所述卷材放料装置的出料端,用于对出料端输出的极片压延加工。
17、本实用新型通过电池极片卷材放料装置,将热风吹向极耳,使极片在辊压时保持较高温度,可以进一步抚平极片辊压发生留白打皱、以及翘起的极耳;同时通过热风清洁极片表面在生产工艺中残留的杂质和碎屑。因此,较之现有技术,本实用新型所提供技术方案的优点至少在于:更进一步减少了极片通过传动辊或极片辊压时发生留白打皱、留白破损及极耳翘起导致的断带现象,并清洁极片表面异物。将所述电池极片卷材放料装置应用于锂离子电池电芯生产设备中,可进一步减小极片在辊压工序的粘辊不良比例、打皱比例、极耳翘起比例,从而提高极片良品率,提升生产效率。
18、本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
技术特征:
1.一种电池极片卷材放料装置,其特征在于,所述卷材放料装置包括风刀组件(1)和传动组件(2);
2.根据权利要求1所述的电池极片卷材放料装置,其特征在于,所述风刀组件(1)还包括进风管道(11)和风刀头(12);
3.根据权利要求2所述的电池极片卷材放料装置,其特征在于,所述风刀头(12)与所述极耳(4)一一对应。
4.根据权利要求2所述的电池极片卷材放料装置,其特征在于,所述风刀头(12)通过可变向的软管与所述进风管道(11)连接。
5.根据权利要求2所述的电池极片卷材放料装置,其特征在于,所述传动组件(2)包括水平辊(21)和张力辊(22);所述水平辊(21)设置于所述张力辊(22)的上方,且所述水平辊(21)的轴线方向平行于所述张力辊(22)的轴线方向。
6.根据权利要求5所述的电池极片卷材放料装置,其特征在于,所述风刀头(12)的出风方向与所述水平辊(21)的轴线倾斜相交,且夹角小于90度。
7.根据权利要求5所述的电池极片卷材放料装置,其特征在于,所述水平辊(21)和所述张力辊(22)的辊轴上贴有铁氟龙。
8.根据权利要求1所述的电池极片卷材放料装置,其特征在于,所述风刀组件(1)还包括调速器,用于调整吹风的风速。
9.一种辊压机,其特征在于,所述辊压机包括权利要求1至8中任一项所述的电池极片卷材放料装置。
10.根据权利要求9所述的辊压机,其特征在于,所述辊压机还包括压延装置,所述压延装置设置于所述卷材放料装置的出料端,用于对出料端输出的极片压延加工。
技术总结
本技术涉及一种电池极片卷材放料装置。所述卷材放料装置包括风刀组件和传动组件;所述风刀组件固定在所述传动组件的上方;所述传动组件将极片输送至所述风刀组件下方;其中,所述风刀组件包括加热器,所述风刀组件用于向所述极片方向吹热风。所述风刀组件还包括进风管道和风刀头;所述进风管道上安装有多个所述风刀头,所述风刀头的出风口朝向所述极片上的极耳。这样,当所述电池极片卷材放料装置安装于电池生产设备辊压机时,可以进一步减少极片辊压产生的留白打皱、极耳翘起,并清洁极片表面的碎屑和异物,从而更进一步提升极片良品率。
技术研发人员:杨阳,秦祥飞,赵世全,温晓磊,陈帅,苏迁,韩兵,殷现国,毛成明,晁锐
受保护的技术使用者:山东吉利欣旺达动力电池有限公司
技术研发日:20230731
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!