一种用于三通管件焊接的免点焊装置的制作方法
本技术属于焊接装置,特别涉及一种用于三通管件焊接的免点焊装置。
背景技术:
1、现有技术中,不锈钢三通管件在进行焊接前,为了能够确保最终的焊接质量和外观,需要人工将半直接和三通主管找正对齐后点焊,才能进行后续的焊接工作。虽然点焊工艺能够减少三通管件后续焊接的难度,提高最终焊接质量和外观效果,但同时也会降低焊接速度,增加整个产品的工时,最终造成成本增加。因此,如果能够设计一种不需要点焊步骤,同样能够确保焊缝对齐,同时也能确保焊接质量和提高焊接速度的用于三通管件焊接的免点焊装置,具有一定的市场需求。
技术实现思路
1、针对上述现有技术的不足,本实用新型提供了一种用于三通管件焊接的免点焊装置,来解决上述问题。
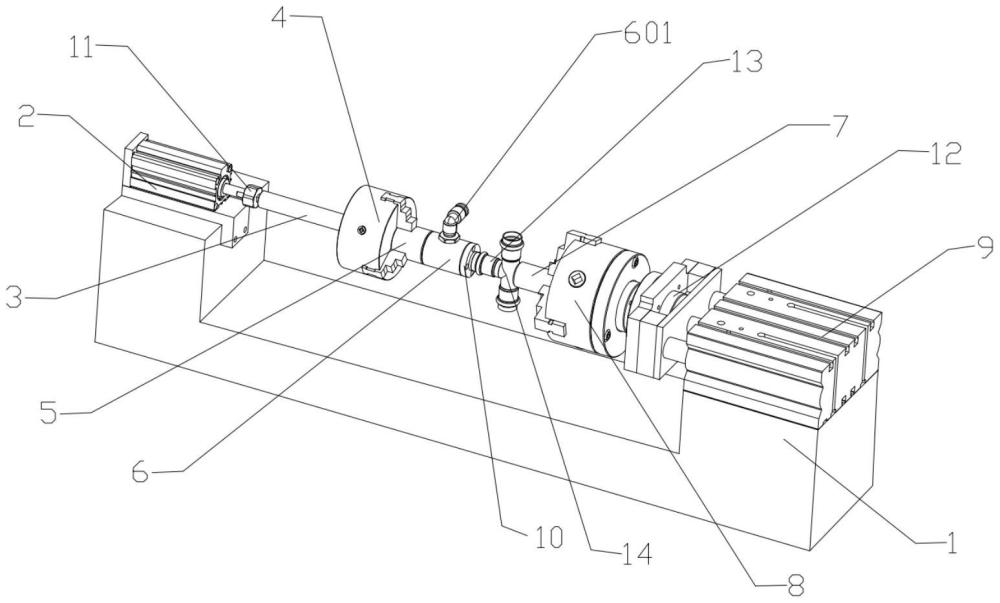
2、本实用新型的一种用于三通管件焊接的免点焊装置,包括支架、伸缩机构、内芯杆、卡盘、止转轴套、通气导套、顶针、第二卡盘和第二伸缩机构,所述支架的两端分别设置有伸缩机构和第二伸缩机构,所述伸缩机构的伸缩端旋转连接内芯杆,所述内芯杆上依次套有卡盘、止转轴套和通气导套,所述卡盘夹持止转轴套,所述通气导套上设置有旋转气接头,所述旋转气接头连接气源,所述内芯杆的末端设置有过气孔,所述内芯杆的外壁上分别设置一圈连接过气孔的进气孔和出气孔;所述第二伸缩机构的伸缩端旋转连接第二卡盘,所述第二卡盘夹持顶针。
3、进一步的,所述通气导套内设置有与内芯杆配合的无油衬套。
4、所述通气导套的一端设置有定位套,所述通气导套与定位套之间设置有若干锁紧螺栓。
5、进一步的,所述内芯杆为花键内芯杆,所述止转轴套为与花键内芯杆配合的花键轴套。
6、进一步的,所述伸缩机构为多位置气缸。
7、进一步的,所述伸缩机构与内芯杆之间设置有浮动接头。
8、相对现有的不锈钢三通管件焊接技术而言,本实用新型在使用时不需要人工对齐两个工件(三通主管及半直接)的焊缝,通过花键内芯杆穿设在两个工件内,实现两个工件自动找正并贴合焊缝。在对齐工件和焊缝的同时,花键内芯杆将氩气保护气从旋转气接头的引入,穿过通气导套、花键内芯杆后分散在焊缝位置,可大幅提高焊接质量和焊接效率。
技术特征:
1.一种用于三通管件焊接的免点焊装置,其特征在于:包括支架(1)、伸缩机构(2)、内芯杆(3)、卡盘(4)、止转轴套(5)、通气导套(6)、顶针(7)、第二卡盘(8)和第二伸缩机构(9),所述支架(1)的两端分别设置有伸缩机构(2)和第二伸缩机构(9),所述伸缩机构(2)的伸缩端旋转连接内芯杆(3),所述内芯杆(3)上依次套有卡盘(4)、止转轴套(5)和通气导套(6),所述卡盘(4)夹持止转轴套(5),所述通气导套(6)上设置有旋转气接头(601),所述旋转气接头(601)连接气源,所述内芯杆(3)的末端设置有过气孔(301),所述内芯杆(3)的外壁上分别设置一圈连接过气孔(301)的进气孔(302)和出气孔(303);所述第二伸缩机构(9)的伸缩端连接第二卡盘(8),所述第二卡盘(8)夹持顶针(7)。
2.如权利要求1中所述的一种用于三通管件焊接的免点焊装置,其特征在于:所述通气导套(6)内设置有与内芯杆(3)配合的无油衬套(602)。
3.如权利要求1中所述的一种用于三通管件焊接的免点焊装置,其特征在于:所述通气导套(6)的一端设置有定位套(10),所述通气导套(6)与定位套(10)之间设置有若干锁紧螺栓(101)。
4.如权利要求1中所述的一种用于三通管件焊接的免点焊装置,其特征在于:所述内芯杆(3)为花键内芯杆,所述止转轴套(5)为与花键内芯杆配合的花键轴套。
5.如权利要求1中所述的一种用于三通管件焊接的免点焊装置,其特征在于:所述伸缩机构(2)为多位置气缸。
6.如权利要求1中所述的一种用于三通管件焊接的免点焊装置,其特征在于:所述伸缩机构(2)与内芯杆(3)之间设置有浮动接头(11)。
7.如权利要求1中所述的一种用于三通管件焊接的免点焊装置,其特征在于:所述第二伸缩机构(9)的伸缩端固定设置旋转机构(12),所述旋转机构(12)驱动第二卡盘(8)旋转。
技术总结
本技术涉及一种用于三通管件焊接的免点焊装置,包括支架、伸缩机构、内芯杆、卡盘、止转轴套、通气导套、顶针、第二卡盘和第二伸缩机构,支架的两端分别设置有伸缩机构和第二伸缩机构,伸缩机构的伸缩端旋转连接内芯杆,内芯杆上依次套有卡盘、止转轴套和通气导套,卡盘夹持止转轴套,通气导套上设置有旋转气接头,旋转气接头连接气源,内芯杆的末端设置有过气孔,内芯杆的外壁上分别设置一圈连接过气孔的进气孔和出气孔;第二伸缩机构的伸缩端旋转连接第二卡盘,第二卡盘夹持顶针。相对现有的不锈钢三通管件焊接技术而言,本技术不需要点焊定位,同时利用氩气作为保护气,大幅提高焊接质量和焊接效率。
技术研发人员:贾衍光,盖波,陶德臣,王悦
受保护的技术使用者:山东金润德新材料科技股份有限公司
技术研发日:20230801
技术公布日:2024/2/8
- 还没有人留言评论。精彩留言会获得点赞!