一种铰页座定位焊接装置的制作方法
本技术涉及焊接加工,具体为一种铰页座定位焊接装置。
背景技术:
1、人防工程中钢筋混凝土门是一种需求量极大的门,而钢筋混凝土门的生产少不了配件铰页座的加工。生产铰页座主要经过三道工序:开料、机加工、焊接。其中开料、车削两道工序可采用激光开料机和数控机床进行加工,唯独焊接这道工序的工艺较为落后。目前行业内,制造铰页座的焊接工序还是通过工人手动测量定位后再拼装焊接。传统手工制作方式精度靠工人自身技术水平保证,不同工人制作铰页座的焊接质量参差不齐。每次制作都需重新测量定位,效率低下。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本实用新型提供了一种铰页座定位焊接装置,解决了背景技术中的问题。
3、(二)技术方案
4、为解决上述问题,本实用新型提供如下技术方案:
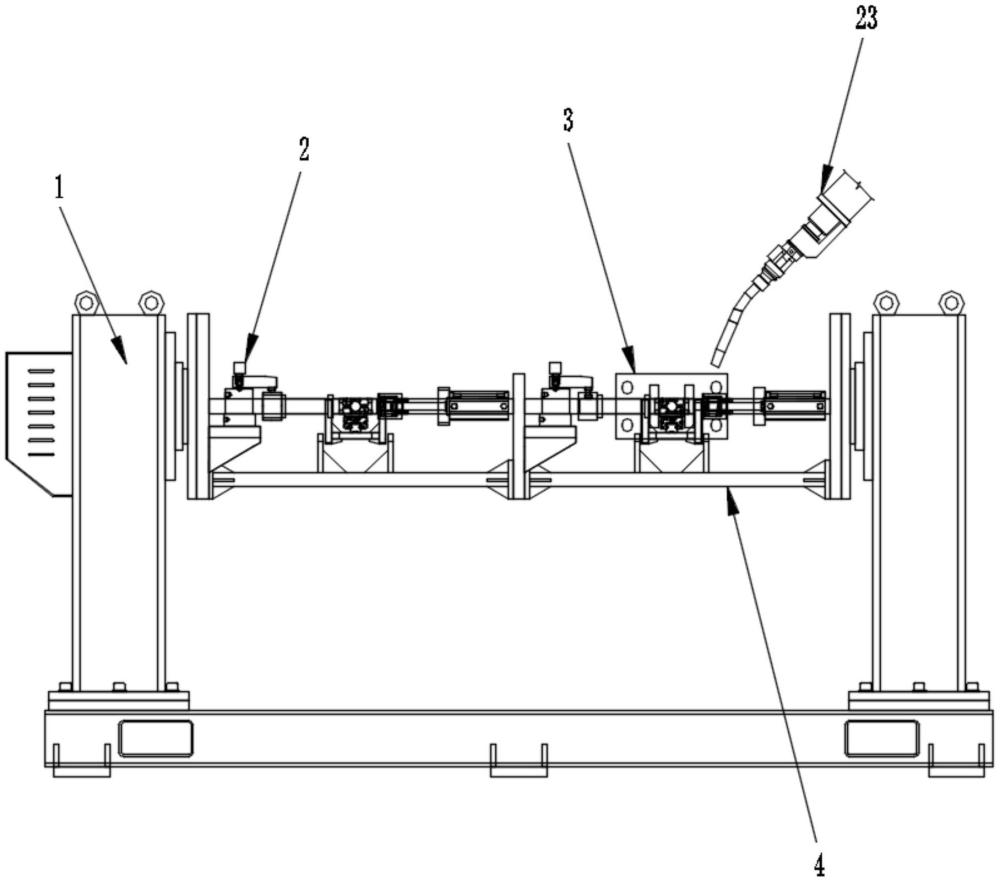
5、一种铰页座定位焊接装置,包括变位机,所述变位机的机头架以及机尾架上均安装有法兰连接盘,两张法兰连接盘之间安装有定位轴,两张法兰连接盘位置分别安装有固定定位轴的长行程气缸以及对应定位轴端部的转角气缸,定位轴上安装有弹簧定位器,法兰连接盘上中间位置安装有短行程气缸,短行程气缸端部安装有活动夹紧爪,两张法兰连接盘之间对应活动夹紧爪位置安装有固定夹紧爪。
6、优选的,所述变位机的两张法兰连接盘之间安装有支撑底梁,支撑底梁上方的两张法兰连接盘之间靠两侧位置安装有支撑滑杆,支撑滑杆上安装有滑动定位器。
7、优选的,所述支撑滑杆两根之间安装有支撑横梁以及开槽横梁,短行程气缸以及长行程气缸于支撑横梁位置安装,转角气缸于开槽横梁位置安装。
8、优选的,所述滑动定位器上朝向定位轴一侧安装有支撑底板,支撑底板顶面安装有直线导轨,直线导轨上安装有电驱动的滑块,滑块顶面安装有气动手指,气动手指端部安装有弧形定位爪。
9、(三)有益效果
10、与现有技术相比,本实用新型提供了一种铰页座定位焊接装置,具备以下有益效果:
11、1、该铰页座定位焊接装置,通过气缸以及滑动与弹簧定位器来进行铰页座的定位,只需要放入工件即可进行自动定位,无需人工测量,方便了操作,也有利于提高加工效率。
12、2、该铰页座定位焊接装置,通过气缸的活动定位,在焊接完成后,可以更方便的进行取出,焊接时工件变形也不易导致卡死无法取出,方便了作业。
13、3、该铰页座定位焊接装置,采用变位机进行夹持,焊接时可以从各角度位置进行焊接,确保了焊接强度,同时变位机位置固定,可以搭配机器人焊枪进行半自动或全自动焊接,进一步提高加工效率。
技术特征:
1.一种铰页座定位焊接装置,包括变位机(1),其特征在于:所述变位机(1)的机头架以及机尾架上均安装有法兰连接盘(14),两张法兰连接盘(14)之间安装有定位轴(13),两张法兰连接盘(14)位置分别安装有固定定位轴(13)的长行程气缸(8)以及对应定位轴(13)端部的转角气缸(2),定位轴(13)上安装有弹簧定位器(6),法兰连接盘(14)上中间位置安装有短行程气缸(9),短行程气缸(9)端部安装有活动夹紧爪(10),两张法兰连接盘(14)之间对应活动夹紧爪(10)位置安装有固定夹紧爪(11)。
2.根据权利要求1所述的一种铰页座定位焊接装置,其特征在于:所述变位机(1)的两张法兰连接盘(14)之间安装有支撑底梁(4),支撑底梁(4)上方的两张法兰连接盘(14)之间靠两侧位置安装有支撑滑杆(24),支撑滑杆(24)上安装有滑动定位器(5)。
3.根据权利要求2所述的一种铰页座定位焊接装置,其特征在于:所述支撑滑杆(24)两根之间安装有支撑横梁(12)以及开槽横梁(7),短行程气缸(9)以及长行程气缸(8)于支撑横梁(12)位置安装,转角气缸(2)于开槽横梁(7)位置安装。
4.根据权利要求2所述的一种铰页座定位焊接装置,其特征在于:所述滑动定位器(5)上朝向定位轴(13)一侧安装有支撑底板(22),支撑底板(22)顶面安装有直线导轨(21),直线导轨(21)上安装有电驱动的滑块(20),滑块(20)顶面安装有气动手指(19),气动手指(19)端部安装有弧形定位爪(18)。
技术总结
本技术涉及焊接加工技术领域,且公开了一种铰页座定位焊接装置,包括变位机,所述变位机的机头架以及机尾架上均安装有法兰连接盘,两张法兰连接盘之间安装有定位轴,两张法兰连接盘位置分别安装有固定定位轴的长行程气缸以及对应定位轴端部的转角气缸,定位轴上安装有弹簧定位器,法兰连接盘上中间位置安装有短行程气缸,短行程气缸端部安装有活动夹紧爪,两张法兰连接盘之间对应活动夹紧爪位置安装有固定夹紧爪。该铰页座定位焊接装置,通过气缸以及滑动与弹簧定位器来进行铰页座的定位,只需要放入工件即可进行自动定位,无需人工测量,方便了操作,也有利于提高加工效率。
技术研发人员:洪堃怀,杨金南,陈耀安,周敏,李君
受保护的技术使用者:合浦鑫鸿达设备制造有限公司
技术研发日:20230801
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!