粉末冶金连杆深孔加工定位工装的制作方法
本技术涉及粉末冶金连杆钻孔定位装置,尤其是涉及粉末冶金连杆深孔加工定位工装。
背景技术:
1、在对粉末冶金连杆进行深孔加工时,因连杆自身较为光滑,需要在进行钻孔时对连杆件夹紧固定。
2、例如中国专利申请号cn202221724427.2所公开的一种粉末冶金连杆打孔自动化设备,其具体内容为:第二电机运转,可以带动第三齿轮转动,进而带动两个齿条向着相靠近的方向移动,从而使得两个夹爪向着相靠近的方向移动将连杆夹持住。钻孔完成后,通过第二电机反向运转,可以带动两个夹爪向着相远离的方向移动将连杆松开,其存在以下技术问题:
3、在进行打孔加工时,易造成残渣溅射到对连杆进行夹紧的夹爪上,使得夹爪在对连杆进行再次夹紧时,附着的残渣在夹爪对连杆进行夹紧时易对连杆造成损伤。
技术实现思路
1、为解决上述背景技术中提出的残渣易在夹紧时易对连杆造成损伤的问题,本实用新型提供如下技术方案:
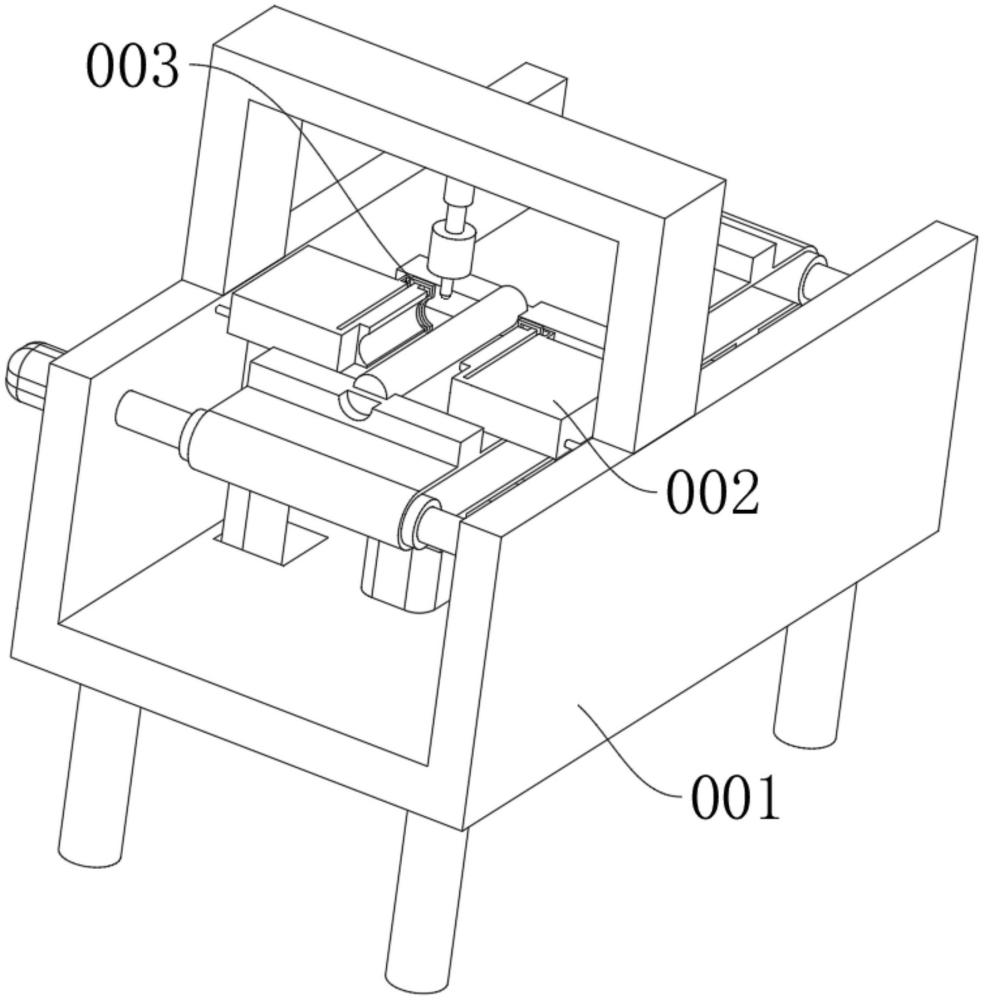
2、一种粉末冶金连杆深孔加工定位工装,包括传输装置和连杆。
3、所述传输装置的中部安装有用于对连杆进行夹紧的夹紧装置,所述夹紧装置的一端安装有用于对夹紧装置进行清洁的清理装置。
4、所述传输装置包括有支撑架,所述支撑架的中部安装有用于对连杆进行输送的传输组件,所述支撑架的中部安装有用于配合夹紧装置控制清理装置进行清洁的限位杆,所述支撑架的上端安装有用于进行钻孔的钻孔机构。
5、所述传输装置包括有支撑架,所述支撑架的中部安装有用于对连杆进行输送的传输组件,所述支撑架的中部安装有用于配合夹紧装置控制清理装置进行清洁的限位杆,所述支撑架的上端安装有用于进行钻孔的钻孔机构。
6、所述清理装置包括有u形块,所述u形块一端安装有用于对夹块进行清理的弧形块,u形块的另一端安装有用于配合传动组件一控制u形块进行移动的限位环。
7、进一步地,所述传输组件的上端安装有用于对连杆进行支撑的限位块,所述限位块的中部开设有用于对连杆进行限位的限位槽。
8、进一步地,所述滑块的中部安装有用于配合电机控制夹块进行移动的齿条,所述齿条的一端均安装有齿块,所述电机的输出端安装有用于和齿块进行啮合的齿轮。
9、进一步地,所述夹块上下两端均开设有用于对u形块进行限位的滑槽。
10、进一步地,所述传动组件一包括有转动杆,所述转动杆的杆体中部开设有用于控制u形块进行移动的螺旋槽一,所述转动杆的一端安装有用于配合传动组件二控制转动杆进行转动的蜗轮。
11、进一步地,所述传动组件二包括有传动组件三,所述传动组件三的内部安装有用于控制传动组件三进行转动的传动组件四。
12、进一步地,所述传动组件三包括有用于和蜗轮进行啮合的蜗杆,所述传动组件三的内部开设有用于配合传动组件四控制传动组件三进行转动的螺旋槽二,所述传动组件四包括有用于在传动组件三的内部进行伸缩的长杆,所述长杆的杆体中部安装有用于在螺旋槽二的槽腔内进行滑动的滑块一,所述长杆的一端安装有用于对长杆进行限位的方形块体。
13、进一步地,所述限位环的内壁安装有用于在螺旋槽一的槽腔内进行滑动的滑块二。
14、与现有技术相比,本实用新型的有益效果是:
15、当电机控制夹块相互远离,取消对连杆的夹紧时,限位杆向限位槽的内部进行移动,并抵触传动组件四的一端,带动传动组件三进行转动,使得传动组件三在转动时,同步带动蜗轮进行转动,并带动转动杆进行转动,使得在螺旋槽一的槽腔内进行滑动的滑块二带动弧形块进行移动,对夹块的弧形边进行清理,避免钻孔产生的碎屑附着在夹块的弧形边,造成对连杆的表面压伤。
技术特征:
1.一种粉末冶金连杆深孔加工定位工装,包括传输装置(001)和连杆(1),其特征在于:
2.根据权利要求1所述的粉末冶金连杆深孔加工定位工装,其特征在于:所述传输组件(110)的上端安装有用于对连杆(1)进行支撑的限位块(111),所述限位块(111)的中部开设有用于对连杆(1)进行限位的限位槽(112)。
3.根据权利要求1所述的粉末冶金连杆深孔加工定位工装,其特征在于:所述滑块(200)的中部安装有用于配合电机(220)控制夹块(240)进行移动的齿条(210),所述齿条(210)的一端均安装有齿块(211),所述电机(220)的输出端安装有用于和齿块(211)进行啮合的齿轮(221)。
4.根据权利要求1所述的粉末冶金连杆深孔加工定位工装,其特征在于:所述夹块(240)上下两端均开设有用于对u形块(500)进行限位的滑槽(241)。
5.根据权利要求1所述的粉末冶金连杆深孔加工定位工装,其特征在于:所述传动组件一(300)包括有转动杆(310),所述转动杆(310)的杆体中部开设有用于控制u形块(500)进行移动的螺旋槽一(311),所述转动杆(310)的一端安装有用于配合传动组件二(400)控制转动杆(310)进行转动的蜗轮(312)。
6.根据权利要求1所述的粉末冶金连杆深孔加工定位工装,其特征在于:所述传动组件二(400)包括有传动组件三(410),所述传动组件三(410)的内部安装有用于控制传动组件三(410)进行转动的传动组件四(420)。
7.根据权利要求6所述的粉末冶金连杆深孔加工定位工装,其特征在于:所述传动组件三(410)包括有用于和蜗轮(312)进行啮合的蜗杆(411),所述传动组件三(410)的内部开设有用于配合传动组件四(420)控制传动组件三(410)进行转动的螺旋槽二(412),所述传动组件四(420)包括有用于在传动组件三(410)的内部进行伸缩的长杆(421),所述长杆(421)的杆体中部安装有用于在螺旋槽二(412)的槽腔内进行滑动的滑块一(422),所述长杆(421)的一端安装有用于对长杆(421)进行限位的方形块体(423)。
8.根据权利要求1所述的粉末冶金连杆深孔加工定位工装,其特征在于:所述限位环(520)的内壁安装有用于在螺旋槽一(311)的槽腔内进行滑动的滑块二(521)。
技术总结
本技术涉及粉末冶金连杆钻孔定位装置技术领域的粉末冶金连杆深孔加工定位工装。包括传输装置和连杆,所述传输装置的中部安装有用于对连杆进行夹紧的夹紧装置,所述夹紧装置的一端安装有用于对夹紧装置进行清洁的清理装置。当电机控制夹块相互远离,取消对连杆的夹紧时,限位杆向限位槽的内部进行移动,并抵触传动组件四的一端,带动传动组件三进行转动,使得传动组件三在转动时,同步带动蜗轮进行转动,并带动转动杆进行转动,使得在螺旋槽一的槽腔内进行滑动的滑块二带动弧形块进行移动,对夹块的弧形边进行清理,避免钻孔产生的碎屑附着在夹块的弧形边,造成对连杆的表面压伤。
技术研发人员:陈杰
受保护的技术使用者:宁波金裕粉末冶金有限公司
技术研发日:20230807
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!