压缩机十字环加工夹具的制作方法
本技术属于机床,涉及一种夹具,特别是一种压缩机十字环加工夹具。
背景技术:
1、十字环是涡旋压缩机的核心部件之一,如中国专利文献记载的涡旋压缩机及其制造方法(申请号96122536.x)。随着节能降耗的要求越来越高,涡旋压缩机中十字环的加工精度要求也越来越高;十字环加工夹具是保证产品精度的重要设备之一。
2、申请人曾提出了多种十字环加工夹具,如中国专利文献记载的涡旋式压缩机十字环连轴器的加工夹具(申请号201621396697.x)、压缩机十字环加工夹具(申请号202121433143.3)。上述夹具虽然能够实现夹持固定十字环,但由于压缩机十字环自身刚性不足,以及夹持刚性不足,导致压缩机十字环在加工时容易产生附加变形,进而导致压缩机十字环的加工精度始终较低,甚至导致压缩机十字环加工报废。
技术实现思路
1、本实用新型提出了一种压缩机十字环加工夹具,本实用新型要解决的技术问题是如何提出一种能提高压缩机十字环加工精度的压缩机十字环加工夹具。
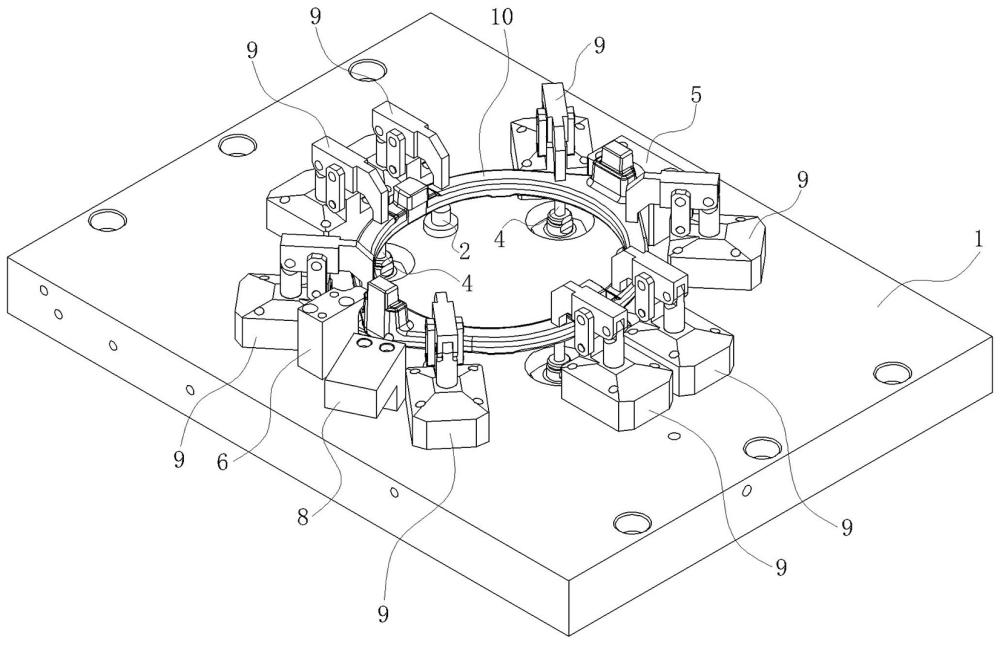
2、本实用新型的要解决的技术问题可通过下列技术方案来实现:一种压缩机十字环加工夹具,包括底板,底板上固定有至少三根竖直设置的第一支撑钉,多根第一支撑钉相对于压缩机十字环周向排列设置,底板上安装有多组与第一支撑钉一一对应的第一液压压紧组件;其特征在于,底板上安装有至少两组侧面定位件和至少三组液压浮动支撑组件,液压浮动支撑组件包括第二支撑钉,第二支撑钉的轴心线与第一支撑钉的轴心线平行设置;多组侧面定位件和多组液压浮动支撑组件均相对于压缩机十字环周向排列设置;底板上还安装有多组与液压浮动支撑组件一一对应的第二液压压紧组件;当压缩机十字环放置在第一支撑钉上时,侧面定位件供压缩机十字环侧面接触且形成定位,第二支撑钉能与压缩机十字环的下侧面接触且对压缩机十字环施加向上支撑力,第一液压压紧组件和第二液压压紧组件均能对压缩机十字环施加向下压力。
3、与现有技术相比,本压缩机十字环加工夹具通过侧面定位件限制压缩机十字环平移和转动,同时又通过至少6组绕着压缩机十字环周向分布的支撑钉和液压压紧组件上下夹持压缩机十字环,根据实际情况可适应性地增加上下夹持压缩机十字环的支撑钉和液压压紧组件数量,总之可显著提高压缩机十字环的刚性,减少加工时附加变形,提高压缩机十字环加工精度。
4、作为优选,所述液压浮动支撑组件和第一支撑钉的总数为8组,第一支撑钉、第一液压压紧组件、第二支撑钉和第二液压压紧组件形成8组上下夹紧机构,压缩机十字环具有四组滑头,每组滑头的两侧均可设置一组上下夹紧机构。
5、作为优选,所述第一液压压紧组件和第二液压压紧组件采用相同结构,所述第一液压压紧组件包括油缸、压杆和摆杆,油缸的缸体与底板固定连接,摆杆的下端与油缸的缸体转动连接,摆杆的上端与压杆的中部转动连接,压杆的外端与油缸的活塞杆转动连接,压杆的内端用于对压缩机十字环施加压力。
6、作为优选,多个所述第一液压压紧组件的油缸通过第一管路相连接,多个第二液压压紧组件的油缸通过第二管路相连接,液压浮动支撑组件还包括液压浮动支撑件,多个液压浮动支撑组件的液压浮动支撑件通过第三管路相连接。
7、作为优选,所述侧面定位件的数量为两组,两组侧面定位件均为v形定位块,v形定位块的侧面上开设有v形定位槽;一个v形定位块固定在底板上,底板上安装有气缸,另一个v形定位块与气缸的活塞杆固定连接。
8、作为优选,所述侧面定位件的数量为三组,侧面定位件分为v形定位块、侧靠定位块和推压定位杆;v形定位块和侧靠定位块固定在底板上,v形定位块的侧面上开设有v形定位槽,底板上固定气缸,气缸的活塞杆与推压定位杆固定连接。
技术特征:
1.一种压缩机十字环(10)加工夹具,包括底板(1),底板(1)上固定有至少三根竖直设置的第一支撑钉(2),多根第一支撑钉(2)相对于压缩机十字环(10)周向排列设置,底板(1)上安装有多组与第一支撑钉(2)一一对应的第一液压压紧组件(3);其特征在于,底板(1)上安装有至少两组侧面定位件和至少三组液压浮动支撑组件(4),液压浮动支撑组件(4)包括第二支撑钉,第二支撑钉的轴心线与第一支撑钉(2)的轴心线平行设置;多组侧面定位件和多组液压浮动支撑组件(4)均相对于压缩机十字环(10)周向排列设置;底板(1)上还安装有多组与液压浮动支撑组件(4)一一对应的第二液压压紧组件(9);当压缩机十字环(10)放置在第一支撑钉(2)上时,侧面定位件供压缩机十字环(10)侧面接触且形成定位,第二支撑钉能与压缩机十字环(10)的下侧面接触且对压缩机十字环(10)施加向上支撑力,第一液压压紧组件(3)和第二液压压紧组件(9)均能对压缩机十字环(10)施加向下压力。
2.根据权利要求1所述的压缩机十字环(10)加工夹具,其特征在于,所述液压浮动支撑组件(4)和第一支撑钉(2)的总数为8组,第一支撑钉(2)、第一液压压紧组件(3)、第二支撑钉和第二液压压紧组件(9)形成8组上下夹紧机构,压缩机十字环(10)具有四组滑头,每组滑头的两侧均可设置一组上下夹紧机构。
3.根据权利要求1所述的压缩机十字环(10)加工夹具,其特征在于,所述第一液压压紧组件(3)包括油缸(3a)、压杆(3b)和摆杆(3c),油缸(3a)的缸体与底板(1)固定连接,摆杆(3c)的下端与油缸(3a)的缸体转动连接,摆杆(3c)的上端与压杆(3b)的中部转动连接,压杆(3b)的外端与油缸(3a)的活塞杆转动连接,压杆(3b)的内端用于对压缩机十字环(10)施加压力。
4.根据权利要求3所述的压缩机十字环(10)加工夹具,其特征在于,所述第二液压压紧组件(9)包括油缸(3a)、压杆(3b)和摆杆(3c),油缸(3a)的缸体与底板(1)固定连接,摆杆(3c)的下端与油缸(3a)的缸体转动连接,摆杆(3c)的上端与压杆(3b)的中部转动连接,压杆(3b)的外端与油缸(3a)的活塞杆转动连接,压杆(3b)的内端用于对压缩机十字环(10)施加压力。
5.根据权利要求4所述的压缩机十字环(10)加工夹具,其特征在于,多个所述第一液压压紧组件(3)的油缸(3a)通过第一管路相连接,多个第二液压压紧组件(9)的油缸(3a)通过第二管路相连接,液压浮动支撑组件(4)还包括液压浮动支撑件,多个液压浮动支撑组件(4)的液压浮动支撑件通过第三管路相连接。
6.根据权利要求1至5中任意一项所述的压缩机十字环(10)加工夹具,其特征在于,所述侧面定位件的数量为两组,两组侧面定位件均为v形定位块(5),v形定位块(5)的侧面上开设有v形定位槽(5a);一个v形定位块(5)固定在底板(1)上,底板(1)上安装有气缸(8),另一个v形定位块(5)与气缸(8)的活塞杆固定连接。
7.根据权利要求1至5中任意一项所述的压缩机十字环(10)加工夹具,其特征在于,所述侧面定位件的数量为三组,侧面定位件分为v形定位块(5)、侧靠定位块(6)和推压定位杆(7);v形定位块(5)和侧靠定位块(6)固定在底板(1)上,v形定位块(5)的侧面上开设有v形定位槽(5a),底板(1)上固定气缸(8),气缸(8)的活塞杆与推压定位杆(7)固定连接。
技术总结
本技术提供了一种压缩机十字环加工夹具,属于机床技术领域。它解决了现有的加工夹具夹持压缩机十字环使得压缩机十字环加工精度不高的问题。本压缩机十字环加工夹具包括底板,底板上固定有三根第一支撑钉和三组第一液压压紧组件;底板上安装有至少两组侧面定位件、五组液压浮动支撑组件和五组第二液压压紧组件;当压缩机十字环放置在第一支撑钉上时,第二支撑钉对压缩机十字环施加向上支撑力,第一液压压紧组件和第二液压压紧组件均能对压缩机十字环施加向下压力。本压缩机十字环加工夹具主要通过至少6组绕着压缩机十字环周向分布的支撑钉和液压压紧组件上下夹持压缩机十字环,提高压缩机十字环的刚性,减少加工时附加变形。
技术研发人员:李文兵,柳道勇,马金河
受保护的技术使用者:浙江百达精工股份有限公司
技术研发日:20230808
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!