一种冷却喷嘴加工用钻孔装置的制作方法
本技术涉及发动机零件加工,具体为一种冷却喷嘴加工用钻孔装置。
背景技术:
1、发动机零件有很多种类,发动机零件包括飞轮、冷却喷嘴、机脚等零部件。活塞冷却喷嘴是发动机内腔冷却活塞,降低活塞热负荷的重要零部件,在发动机上广泛应用。如图1和2所示,现有的活塞冷却喷嘴一般包括座体a和喷管b,喷管b为折弯管,喷管b与座体a固定连接,且喷管b与座体a内的油腔c连通,实现冷却液的流通,座体a上还开设有螺栓孔d,用于配合螺栓安装冷却喷嘴。
2、冷却喷嘴的生产加工,一般是将座体和喷管独立加工出来,然后将喷管焊接固定在座体上,再对喷管的外端进行折弯,最后再对座体钻孔,钻出螺栓孔。对于冷却喷嘴的钻孔,传统的方式人工钻孔,但是其劳动强度大,效率低下,早已被淘汰,取而代之的是各种各样的钻孔机床。目前,采用较多的是立式钻床,将冷却喷嘴放在工作台上,然后利用夹紧机构对其夹紧,钻头即可下降对其进行钻孔工作。如国家专利网公开的cn202021864929.6一种用于多功能法兰盲板钻孔定位装置、201922115645.0一种阀门钻孔定位装置等现有技术中的钻孔定位装置,均可以用来对冷却喷嘴进行夹紧定位,从而实现钻孔工作。cn218611820u虽然已经实现连续生产,但是连续生产需要冷却喷嘴自动掉落,工件表面存在铁屑没有得到及时清理,
3、为此,提出一种冷却喷嘴加工用钻孔装置,解决冷却喷嘴自动掉落时喷嘴上的铁屑无法得到及时清理的问题。
技术实现思路
1、本实用新型的目的在于提供一种冷却喷嘴加工用钻孔装置,通过在传送带上安装有自动对折链条的装置,使得人工只需要将链条放置到传送带上即可,省略人工对折链条的步骤,以解决上述背景技术中提出的问题。
2、为实现上述目的,本实用新型提供如下技术方案:
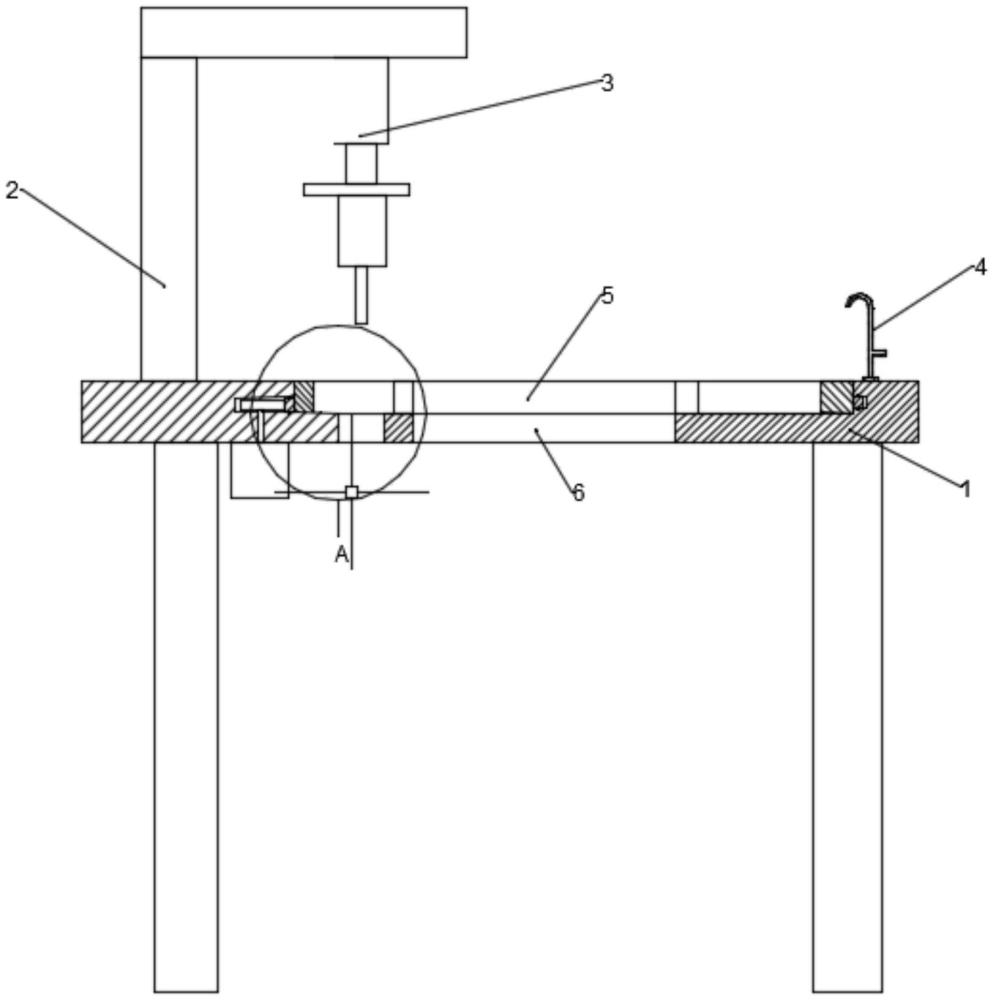
3、一种冷却喷嘴加工用钻孔装置,一种冷却喷嘴加工用钻孔装置,所述支撑架的顶部固定连接有钻头,所述支撑架的中部固定安装有工作台,所述工作台位于所述钻头下方,其特征在于:所述工作台上开设有第一通孔和第二通孔,所述工作台上转动安装有转盘,所述转盘上开设有多个第一定位槽和第二定位槽,所述工作台的顶壁上固定安装有用于吹走铁屑的喷气头,所述喷气头上部设为弧形弯曲状,所述喷气头的弯曲部位于所述第一定位槽和第二定位槽的上方。
4、优选的,喷气头上开设有进气孔,所述喷气头的一端开设有气孔一,所述气孔一与所述进气孔连通,所述气孔位于所述喷气头的末端,所述喷气头的侧壁上对称开设有两个气孔二,所述气孔二与所述转盘平面呈20度倾斜角,所述气孔一与所述转盘平面垂直。
5、优选的,所述第一定位槽的顶壁上滑动安装有限位块,所述限位块与所述第一限位槽的侧壁弹性连接,所述限位块的顶壁与所述转盘的顶壁齐平。
6、优选的,所述转盘的一端开设有掉料口,所述掉料口呈弧扇形。
7、优选的,所述限位块的顶壁设有倒角。
8、与现有技术相比,本实用新型的有益效果为:
9、1、本实用新型通过在工作台上固定安装有喷气头,放置在转盘上的冷却喷嘴经过钻头下方完成钻孔加工后,被带离钻头下方,喷气头吹出气体对喷嘴上的铁屑进行吹送,将其吹落,完成清洁操作。
技术特征:
1.一种冷却喷嘴加工用钻孔装置,包括放置在地面上的支撑架(2),所述支撑架(2)的顶部固定连接有钻头(3),所述支撑架(2)的中部固定安装有工作台(1),所述工作台(1)位于所述钻头(3)下方,其特征在于:所述工作台(1)上开设有第一通孔(5)和第二通孔(6),所述工作台(1)上转动安装有转盘(9),所述转盘(9)上开设有多个第一定位槽(7)和第二定位槽(12),所述工作台(1)的顶壁上固定安装有用于吹走铁屑的喷气头(4),所述喷气头(4)上部设为弧形弯曲状,所述喷气头(4)的弯曲部位于所述第一定位槽(7)和第二定位槽(12)的上方。
2.根据权利要求1所述的一种冷却喷嘴加工用钻孔装置,其特征在于:喷气头(4)上开设有进气孔(16),所述喷气头(4)的一端开设有气孔一(15),所述气孔一(15)与所述进气孔(16)连通,所述气孔位于所述喷气头(4)的末端,所述喷气头(4)的侧壁上对称开设有两个气孔二(8),所述气孔二(8)与所述转盘(9)平面呈20度倾斜角,所述气孔一(15)与所述转盘(9)平面垂直。
3.根据权利要求2所述的一种冷却喷嘴加工用钻孔装置,其特征在于:所述第一定位槽(7)的顶壁上滑动安装有限位块(14),所述限位块(14)与所述第一限位槽的侧壁弹性连接,所述限位块(14)的顶壁与所述转盘(9)的顶壁齐平。
4.根据权利要求2所述的一种冷却喷嘴加工用钻孔装置,其特征在于:所述转盘(9)的一端开设有掉料口(17),所述掉料口(17)呈弧扇形。
5.根据权利要求4所述的一种冷却喷嘴加工用钻孔装置,其特征在于:所述限位块(14)的顶壁设有倒角。
技术总结
本技术涉及发动机零件加工技术领域,具体为一种冷却喷嘴加工用钻孔装置,包括放置在地面上的支撑架,所述支撑架的顶部固定连接有钻头,所述支撑架的中部固定安装有工作台,所述工作台位于所述钻头下方,所述工作台上开设有第一通孔和第二通孔,所述工作台上转动安装有转盘,所述转盘上开设有多个第一定位槽和第二定位槽,所述工作台的顶壁上固定安装有用于吹走铁屑的喷气头,所述喷气头上部设为弧形弯曲状,所述喷气头的弯曲部位于所述第一定位槽和第二定位槽的上方。本技术通过在工作台上固定安装有喷气头,放置在转盘上的冷却喷嘴经过钻头下方完成钻孔加工后,被带离钻头下方,喷气头吹出气体对喷嘴上的铁屑进行吹送,将其吹落,完成清洁操作。
技术研发人员:彭雄祥,蒋金玩,陈江燕,唐萍
受保护的技术使用者:广西揽星通用科技有限公司
技术研发日:20230808
技术公布日:2024/4/22
- 还没有人留言评论。精彩留言会获得点赞!