一种反击架焊接用工装夹具的制作方法
本申请涉及焊接设备,尤其涉及一种反击架焊接用工装夹具。
背景技术:
1、焊接是现代工业生产中一种重要的机械加工方法,尤其在制造大型结构件或复杂机器部件时,焊接工艺更加必不可少。焊接工作站是一种利用机器人进行焊接工作的自动化焊接系统,具有焊接速度快、焊接质量高、焊接稳定性高以及自动化程度高等特点。
2、焊接工作站通常由焊接变位机与焊接机器人组成,焊接变位机用于对工件进行转动、翻转等动作,能够实现工件在焊接过程中位置的调整,实现最佳焊缝位置焊接,减轻人工搬用工件的劳动强度。焊接机器人能与焊接变位机协调配合,自动对工件各焊接位置进行焊接。
3、目前,工件的安装通常直接固定在焊接变位机的旋转盘表面,而在焊接反击架时,反击架属于厚板大型构件,板厚范围在30-40mm,外形尺寸和重量均较大,反击架在安装和拆卸时,容易因为在旋转盘表面滑动等原因划伤旋转盘,造成旋转盘磨损。
技术实现思路
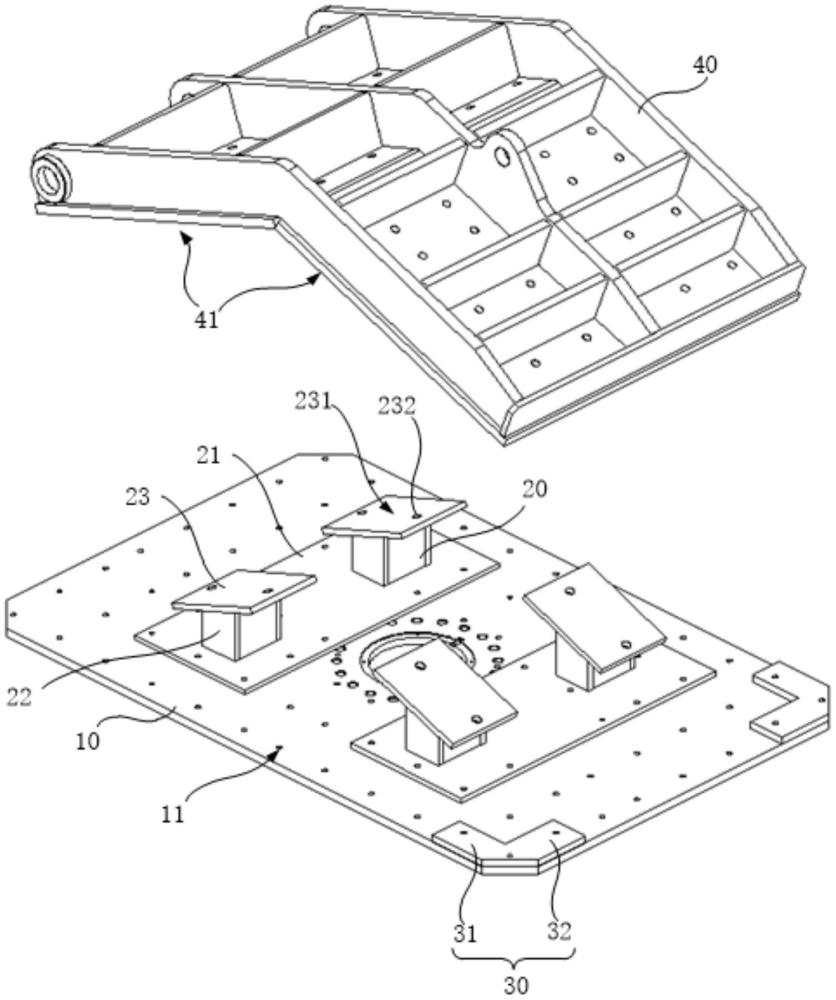
1、本申请实施例提供一种反击架焊接用工装夹具,包括安装板和支撑座,所述支撑座设置在所述安装板的表面;
2、所述支撑座的数量为两个,两个所述支撑座呈对称分布在安装板的表面,所述支撑座的顶端设有倾斜的承托面,两个所述支撑座的承托面分别用于贴合反击架的底端的两个斜面,所述承托面上设置有工件固定孔。
3、本申请实施例的反击架焊接用工装夹具,在固定反击架时,反击架不是直接与旋转盘表面进行固定,而是由支撑座承载并固定,通过两个支撑座的导向,能够使反击架底部的两个斜面很方便的分别贴合在两个支撑座的承托面上,从而不容易磨损安装板,更不存在因为在旋转盘表面滑动等原因划伤旋转盘,造成旋转盘磨损的问题。
4、在其中一种可能的实施方式中,本申请实施例提供的反击架焊接用工装夹具,所述反击架焊接用工装夹具还包括限位板,所述限位板设置在所述安装板的表面;
5、所述限位板的数量为两个,两个所述限位板靠近其中一个所述支撑座所在的一侧,且呈对称设置在该支撑座的相对两侧。
6、在其中一种可能的实施方式中,本申请实施例提供的反击架焊接用工装夹具,所述支撑座包括底板、立柱和托板,所述底板连接在所述安装板上;
7、所述立柱的数量为多个,多个所述立柱间隔设置在所述底板上,每个所述立柱的顶端各设有一个所述托板,所述托板上设有所述承托面。
8、在其中一种可能的实施方式中,本申请实施例提供的反击架焊接用工装夹具,所述限位板具有第一延伸边和第二延伸边,所述第一延伸边与所述第二延伸边之间形成限位拐角。
9、在其中一种可能的实施方式中,本申请实施例提供的反击架焊接用工装夹具,所述限位拐角为直角。
10、在其中一种可能的实施方式中,本申请实施例提供的反击架焊接用工装夹具,所述安装板上设有若干锁孔,所述底板上设有若干通孔,所述底板上的通孔与所述安装板上的锁孔对齐并通过螺栓固定。
11、在其中一种可能的实施方式中,本申请实施例提供的反击架焊接用工装夹具,所述立柱的数量为两个,两个所述立柱对称分布在所述底板的顶端。
12、在其中一种可能的实施方式中,本申请实施例提供的反击架焊接用工装夹具,所述立柱为竖向设置的管体。
13、在其中一种可能的实施方式中,本申请实施例提供的反击架焊接用工装夹具,所述安装板上设有多个装配孔。
14、在其中一种可能的实施方式中,本申请实施例提供的反击架焊接用工装夹具,多个所述装配孔位于所述安装板的中心,且多个所述装配孔呈圆形阵列分布。
技术特征:
1.一种反击架焊接用工装夹具,其特征在于,包括安装板和支撑座,所述支撑座设置在所述安装板的表面;
2.根据权利要求1所述的反击架焊接用工装夹具,其特征在于,所述反击架焊接用工装夹具还包括限位板,所述限位板设置在所述安装板的表面;
3.根据权利要求2所述的反击架焊接用工装夹具,其特征在于,所述支撑座包括底板、立柱和托板,所述底板连接在所述安装板上;
4.根据权利要求2所述的反击架焊接用工装夹具,其特征在于,所述限位板具有第一延伸边和第二延伸边,所述第一延伸边与所述第二延伸边之间形成限位拐角。
5.根据权利要求4所述的反击架焊接用工装夹具,其特征在于,所述限位拐角为直角。
6.根据权利要求3所述的反击架焊接用工装夹具,其特征在于,所述安装板上设有若干锁孔,所述底板上设有若干通孔,所述底板上的通孔与所述安装板上的锁孔对齐并通过螺栓固定。
7.根据权利要求3所述的反击架焊接用工装夹具,其特征在于,所述立柱的数量为两个,两个所述立柱对称分布在所述底板的顶端。
8.根据权利要求3所述的反击架焊接用工装夹具,其特征在于,所述立柱为竖向设置的管体。
9.根据权利要求1-8任一项所述的反击架焊接用工装夹具,其特征在于,所述安装板上设有多个装配孔。
10.根据权利要求9所述的反击架焊接用工装夹具,其特征在于,多个所述装配孔位于所述安装板的中心,且多个所述装配孔呈圆形阵列分布。
技术总结
本申请提供一种反击架焊接用工装夹具,包括安装板和支撑座,所述支撑座设置在所述安装板的表面;所述支撑座的数量为两个,两个所述支撑座呈对称分布在安装板的表面,所述支撑座的顶端设有倾斜的承托面,两个所述支撑座的承托面分别用于贴合反击架的底端的两个斜面,所述承托面上设置有工件固定孔。本申请实施例的反击架焊接用工装夹具,在固定反击架时,反击架不是直接与旋转盘表面进行固定,而是由支撑座承载并固定,通过两个支撑座的导向,能够使反击架底部的两个斜面很方便的分别贴合在两个支撑座的承托面上,从而不容易磨损安装板,更不存在因为在旋转盘表面滑动等原因划伤旋转盘,造成旋转盘磨损的问题。
技术研发人员:肖勇,马天理,赖作年,卢海生
受保护的技术使用者:广西科尼科技有限公司
技术研发日:20230809
技术公布日:2024/2/21
- 还没有人留言评论。精彩留言会获得点赞!