一种汽车用管件多组电阻焊设备的制作方法
本技术涉及汽车管组焊,具体为一种汽车用管件多组电阻焊设备。
背景技术:
1、目前随着汽车行业蓬勃发展时期,汽车用钢管加工产品质量要求越来越高,需求量也越来越大,对工艺成本的控制要求也越来越高,如附图5所示的管件,端头处需要焊接圆环,传统采用单独加工,每个产品加工4次,进行四次点焊,加工效率在40秒/件,加工速度慢,加工质量也低,正常电阻焊4点*90°均分,采用目视加工,每个角度相差很多,直接导置产品报废,后期带来的产品二次产品挑选,直接带来的质量人工成本增高,产品竟争降低,客户满意度不好。鉴于以上情况,因此对于不锈钢管制管工工艺进行改进优化,设计研发一种汽车用管件多组电阻焊设备。
技术实现思路
1、本实用新型的目的在于提供一种汽车用管件多组电阻焊设备,以解决上述背景技术中提出的问题。
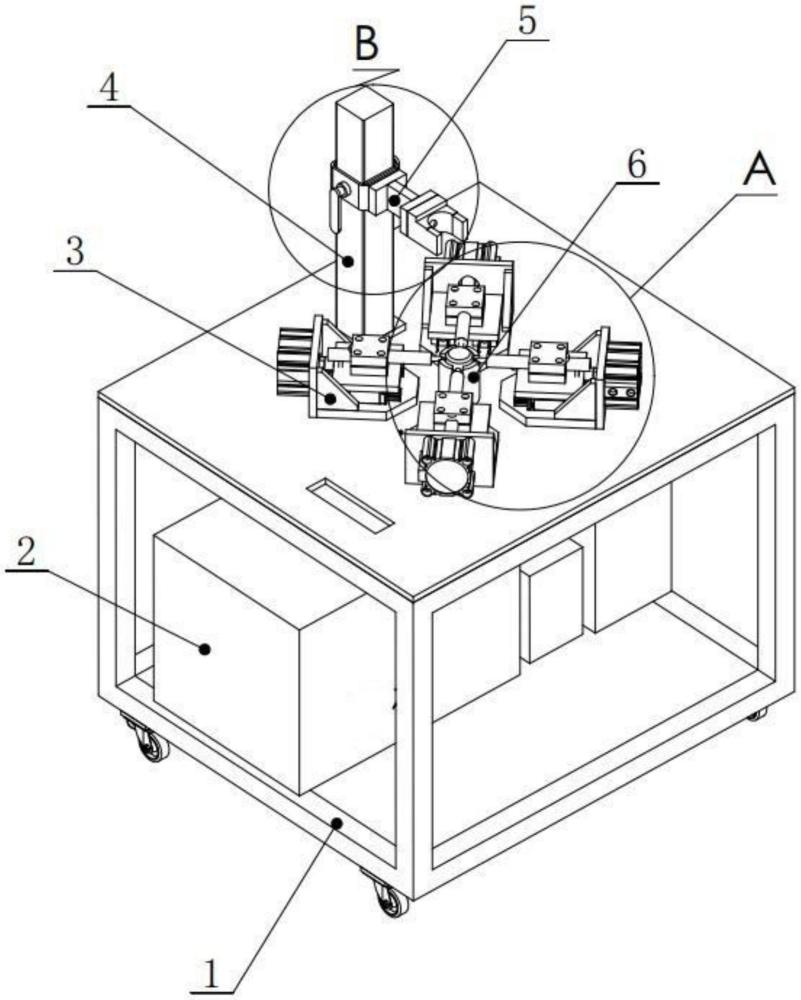
2、为实现上述目的,本实用新型提供如下技术方案:一种汽车用管件多组电阻焊设备,包括支撑架和焊机,所述支撑架的上方中部设有限位部,所述限位部的周围分布有推进部,支撑架的后方设有立柱,所述立柱的上方设有调节部,所述限位部包含有限位套和电极座;所述推进部包含有推进支架、推进气缸、移动座、绝缘柱和电极头;所述调节部包含有调节架和u型座;所述电极头和电极座分别通过导线与焊机电性连接。
3、进一步的:所述推进支架的下方固定在支撑架上,所述推进气缸的主体固定在推进支架上,所述移动座后方设置在推进气缸的头部,所述绝缘柱穿在移动座的上方,所述电极头设置在绝缘柱的头部;所述电极座位于限位套的中间。
4、优选的:所述移动座的下方设有滑块,所述推进支架的上方设有滑轨,所述滑块安装在滑轨上,所述限位套的上方四周设有槽口。
5、优选的:所述槽口中部可穿过电极头。
6、优选的:所述调节架的后方套在立柱上,所述调节架的后方两侧设有螺母,所述螺母内部配合有锁紧把手,所述u型座的中间设有磁铁。
7、与现有技术相比,本实用新型的有益效果是:本实用新型采用多组电阻焊设备加工,设备操作安全,产品操作简单,从多次加工变成一次加工,保证了产品加工的一致性,解决人工操作等待时间长,劳动强度大,加工产品效率低,产品质量不可控等问题,实现简单快捷的操作,降低劳动强度,提高生产效率,提高产品质量。
技术特征:
1.一种汽车用管件多组电阻焊设备,包括支撑架(1)和焊机(2),其特征在于:所述支撑架(1)的上方中部设有限位部(6),所述限位部(6)的周围分布有推进部(3),支撑架(1)的后方设有立柱(4),所述立柱(4)的上方设有调节部(5),所述限位部(6)包含有限位套(601)和电极座(602);所述推进部(3)包含有推进支架(301)、推进气缸(302)、移动座(303)、绝缘柱(304)和电极头(305);所述调节部(5)包含有调节架(501)和u型座(502);所述电极头(305)和电极座(602)分别通过导线与焊机(2)电性连接。
2.根据权利要求1所述的一种汽车用管件多组电阻焊设备,其特征在于:所述推进支架(301)的下方固定在支撑架(1)上,所述推进气缸(302)的主体固定在推进支架(301)上,所述移动座(303)后方设置在推进气缸(302)的头部,所述绝缘柱(304)穿在移动座(303)的上方,所述电极头(305)设置在绝缘柱(304)的头部;所述电极座(602)位于限位套(601)的中间。
3.根据权利要求2所述的一种汽车用管件多组电阻焊设备,其特征在于:所述移动座(303)的下方设有滑块(307),所述推进支架(301)的上方设有滑轨(306),所述滑块(307)安装在滑轨(306)上,所述限位套(601)的上方四周设有槽口(603)。
4.根据权利要求3所述的一种汽车用管件多组电阻焊设备,其特征在于:所述槽口(603)中部可穿过电极头(305)。
5.根据权利要求1所述的一种汽车用管件多组电阻焊设备,其特征在于:所述调节架(501)的后方套在立柱(4)上,所述调节架(501)的后方两侧设有螺母(504),所述螺母(504)内部配合有锁紧把手(505),所述u型座(502)的中间设有磁铁(503)。
技术总结
本技术公开了一种汽车用管件多组电阻焊设备,涉及汽车管组焊技术领域,包括支撑架和焊机,支撑架的上方中部设有限位部,限位部的周围分布有推进部,支撑架的后方设有立柱,立柱的上方设有调节部,限位部包含有限位套和电极座;推进部包含有推进支架、推进气缸、移动座、绝缘柱和电极头;调节部包含有调节架和U型座;电极头和电极座分别通过导线与焊机电性连接。本技术采用多组电阻焊设备加工,设备操作安全,产品操作简单,从多次加工变成一次加工,保证了产品加工的一致性,解决人工操作等待时间长,劳动强度大,加工产品效率低,产品质量不可控等问题,实现简单快捷的操作,降低劳动强度,提高生产效率,提高产品质量。
技术研发人员:马福金,王淑媛,张亮
受保护的技术使用者:大连近江汽车零部件有限公司
技术研发日:20230809
技术公布日:2024/2/21
- 还没有人留言评论。精彩留言会获得点赞!