一种金属件焊接工装的制作方法
本技术涉及一种金属件焊接工装,属于工装夹具。
背景技术:
1、铁艺栏杆在加工产生时,需要对金属部件进行焊接操作处理。铁艺栏杆各种零部件中,最常见的就是板材与杆件之间的焊接操作,板材上有孔,杆件端部伸入到孔内,而后进行360度的焊接操作。
2、现有技术中一般都是借助采用简单的工装,设置一个用于放置杆件的空腔,杆件放置在空腔内,在空腔上端设置多个快压夹具。在具体操作时,先将杆件放入空腔内,板件放在杆件上端,位置对准,使用锤子等工具锤击打板件,将板件上的孔套在杆件上,最后使用快压夹具压紧板件,这样即可进行焊接操作。
3、申请号为的cn202320905672.1中国实用新型专利公开了一种法兰焊接定位工装,包括底座和定位组件,定位组件包括c形板、盖板、多根支杆、螺杆、驱动件、弧形块、轴体、滑动件、框体和抵持件,c形板与底座固定连接,多根支杆均与c形板固定连接,盖板设置在c形板上,底座设置有滑槽,滑动件与滑槽滑动连接,驱动件与底座固定连接,驱动件的输出端与弧形块固定连接,弧形块设置有通孔,轴体的一端与滑动件固定连接,轴体的另一端贯穿通孔,框体与滑动件固定连接,抵持件与框体固定连接,抵持件与法兰接触。该现有技术不适用上述板件与杆件之间焊接的组对限位,且无法适应不同尺寸型号板件、杆件的组对限位。
技术实现思路
1、本实用新型的目的在于针对上述存在的板件与杆件之间焊接限位组对操作不便的技术问题,提供一种能够适应不同尺寸型号板件与杆件限位组对的金属件焊接工装。
2、本实用新型是通过以下技术方案实现的:
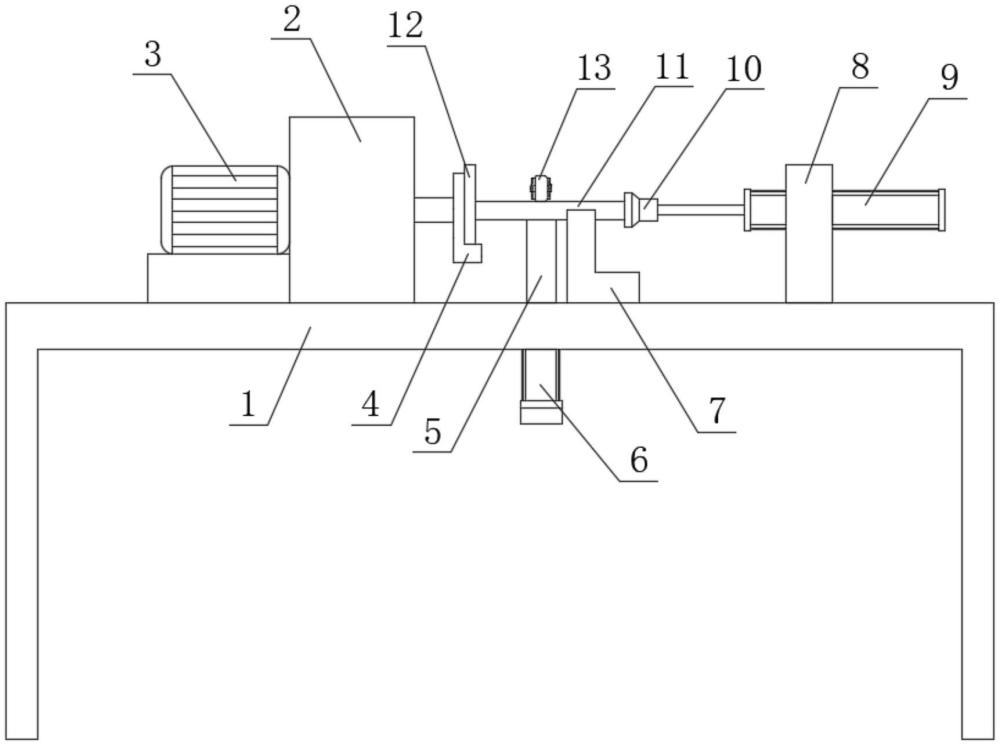
3、即一种金属件焊接工装,包括桌面,桌面上设有电机、支撑座、安装座一及安装座二,电机的转轴穿过安装座一设置,电机的转轴末端上安装有放置座,支撑座上端设有弧形槽;
4、安装座二上安装有气缸二,气缸二贯穿安装座二设置,气缸二活塞杆末端上安装有顶紧头。
5、本实用新型适应于不同尺寸型号板件、杆件的组对限位,借助本实用新型的工装进行焊接操作,操作方便、快捷的同时,焊接质量也易于得到保证。
6、本实用新型的进一步改进还有,桌面上还设有铰接座,铰接座通过其上的铰接杆铰接安装有横杆,横杆一端安装有压紧轮,横杆另一端铰接设有压紧气缸。压紧气缸驱动横杆绕铰接点转动,压紧轮下压压紧杆件,提高杆件、板件在转动焊接时的稳定性。
7、本实用新型的进一步改进还有,支撑座上端弧形面开设有弧形槽,弧形槽内安装两个可转动的导向轮。杆件、板件在转动焊接时,杆件与两个导向轮相接触,杆件转动更为顺畅,降低杆件磨损。
8、本实用新型的进一步改进还有,放置座截面呈l形,放置座底部开设有与板件形状尺寸相匹配的放置槽。板件放置在放置座的放置槽内,不易掉落,操作便利。
9、本实用新型的进一步改进还有,顶紧头内安装有轴承,气缸二活塞杆末端安装在轴承内。气缸二活塞杆伸出,顶紧头顶紧杆件端面,电机带动板件、杆件以及顶紧头一同转动,避免顶紧头与杆件之间相互摩擦。
10、本实用新型的进一步改进还有,桌面上开设有孔,压紧气缸铰接安装在桌面上的孔内,压紧气缸活塞杆末端与横杆另一端铰接相连。
11、与现有技术相比,本实用新型所具有的有益效果是:
12、本实用新型适应于不同尺寸型号板件、杆件的组对限位,借助本实用新型的工装进行焊接操作,操作方便、快捷的同时,焊接质量也易于得到保证。
技术特征:
1.一种金属件焊接工装,包括桌面(1),其特征在于,桌面(1)上设有电机(3)、支撑座(7)、安装座一(2)及安装座二(8),电机(3)的转轴穿过安装座一(2)设置,电机(3)的转轴末端上安装有放置座(4),支撑座(7)上端设有弧形槽;
2.根据权利要求1所述的一种金属件焊接工装,其特征在于,桌面(1)上还设有铰接座(5),铰接座(5)通过其上的铰接杆(15)铰接安装有横杆(14),横杆(14)一端安装有压紧轮(13),横杆(14)另一端铰接设有压紧气缸(6)。
3.根据权利要求1所述的一种金属件焊接工装,其特征在于,支撑座(7)上端弧形面开设有弧形槽,弧形槽内安装两个可转动的导向轮(16)。
4.根据权利要求1所述的一种金属件焊接工装,其特征在于,放置座(4)截面呈l形,放置座(4)底部开设有与板件(12)形状尺寸相匹配的放置槽(17)。
5.根据权利要求1所述的一种金属件焊接工装,其特征在于,顶紧头(10)内安装有轴承,气缸二(9)活塞杆末端安装在轴承内。
6.根据权利要求2所述的一种金属件焊接工装,其特征在于,桌面(1)上开设有孔,压紧气缸(6)铰接安装在桌面(1)上的孔内,压紧气缸(6)活塞杆末端与横杆(14)另一端铰接相连。
技术总结
本技术涉及一种金属件焊接工装,属于工装夹具技术领域,包括桌面,桌面上设有电机、支撑座、安装座一及安装座二,电机的转轴穿过安装座一设置,电机的转轴末端上安装有放置座,支撑座上端设有弧形槽,安装座二上安装有气缸二,气缸二贯穿安装座二设置,气缸二活塞杆末端上安装有顶紧头。本技术适应于不同尺寸型号板件、杆件的组对限位,借助本技术的工装进行焊接操作,操作方便、快捷的同时,焊接质量也易于得到保证。
技术研发人员:刘联明,张念竹,李宗席,韦有学,郭刚
受保护的技术使用者:日照中意华坤金属制造有限公司
技术研发日:20230809
技术公布日:2024/2/25
- 还没有人留言评论。精彩留言会获得点赞!