车门间隙面差装调工装的制作方法
本技术涉及一种车门间隙面差装调工装,用于车门安装过程中调整车门与车身之间的间隙面差。
背景技术:
1、在汽车外覆盖件装调过程中,车门装调较复杂,且与车身之间的间隙面差直接影响外观质量。现有车门调整的过程一般为打开车门,松开安装螺栓,然后调节车门的位置,当车门位置调整好后再将螺栓预紧,关闭车门检测车门与侧围的间隙面差,若间隙面差不符合要求,则重复上述步骤,直至车门调整合格为止。综上,现有车门调整方案存在需反复进行调整的现象,因车门的每次调整幅度都决定于调整操作人员的调整力度大小,故调整幅度难以控制,车门调整的整个过程主要取决于操作人员的水平,故对操作人员的水平要求较高,车门调整的结果与操作人员的水平有直接关系,无法做到精确调整,故现有车门调整方案调整精度差,而且人工直接操作效率较低,影响生产节拍。
技术实现思路
1、本实用新型提供的车门间隙面差装调工装,将车门与车身侧围门槛各位置的间隙面差一次性调整到相应预设标准值,避免反复装调,提高车门与车身之间间隙面差装调的效率、精准性和可操作性,使车门装调操作简单,提升汽车组装的生产节拍。
2、为达到上述目的,本实用新型采用的技术方案是:
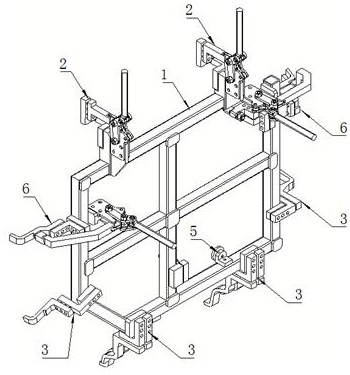
3、车门间隙面差装调工装,包括贴靠在车门内板上且呈田字形的田字框架,其特征在于:所述的田字框架上装有可压紧在车门内板顶部的压紧支撑组件、可将车门与车身侧围门槛之间的间隙面差调整至相应预设标准值的标准间隙固定组件和可伸入至车门内板定位孔中的定位销,压紧支撑组件装在田字框架的顶部,标准间隙固定组件分别装在田字框架的左侧、右侧和底部,标准间隙固定组件随田字框架与车门内板的贴靠而与车门内板边缘型面贴合,并在车门安装时与车身侧围门槛贴合。
4、优选的,所述的压紧支撑组件的数量为两至三个,压紧支撑组件包括与田字框架固定的支撑块、内端与支撑块铰接的压紧块和铰接在支撑块上的压紧手柄一,压紧块内端随压紧手柄一向上摆动至沿垂向设置而被压紧,且外端随内端的被压紧而压紧车门内板顶部。
5、优选的,所述的田字框架上装有可吸在车门内板上的吸磁块,吸磁块的数量为两至三个,且均固定在田字框架的底部。
6、优选的,所述的标准间隙固定组件包括固定在田字框架上的标准间隙固定块、与标准间隙固定块固定且与车门内板边缘型面贴合的贴合块一,车门安装时标准间隙固定块与车身侧围门槛贴合将车门与车身侧围门槛之间的间隙面差调整至相应预设标准值。
7、优选的,在田字框架的左侧和右侧还装有标准间隙活动组件,标准间隙活动组件位于标准间隙固定组件上方,包括固定在田字框架上且与车门内板边缘型面贴合的贴合块二、固定在田字框架上的安装座、内端与安装座铰接的标准间隙活动板、与安装座铰接的压紧手柄二,标准间隙活动板内端随压紧手柄二摆动至与定位销平行而被压紧,且外端随内端的被压紧而压紧贴合块二,车门安装时标准间隙活动板与车身侧围门槛贴合将车门与车身侧围门槛之间的间隙面差调整至相应预设标准值。
8、本实用新型的有益效果是:
9、本实用新型的车门间隙面差装调工装,在车门安装前田字框架贴靠车门内板,定位销伸入车门内板定位孔中对田字框架在车门内板上的贴靠位置进行导向定位,压紧支撑组件将田字框架定位在车门内板上,标准间隙固定组件分别与车门内板边缘型面贴合,将工装定位在车门内板上,车门安装时将车门伸入车身侧围门槛,标准间隙固定组件分别与车身侧围门槛贴合,将车门与车身侧围门槛之间的间隙面差调整至相应预设标准值,然后拧紧车门铰接螺栓即可,通过标准间隙固定组件来调整车门与车身侧围门槛间的间隙面差,且标准间隙固定组件设置车门内板的左、右侧及底部,将车门与车身侧围门槛各位置的间隙面差一次性调整到相应预设标准值,避免反复装调,提高车门与车身之间间隙面差装调的效率、精准性和可操作性,使车门装调操作简单,提升汽车组装的生产节拍。
技术特征:
1.车门间隙面差装调工装,包括贴靠在车门内板上且呈田字形的田字框架,其特征在于:所述的田字框架上装有可压紧在车门内板顶部的压紧支撑组件、可将车门与车身侧围门槛之间的间隙面差调整至相应预设标准值的标准间隙固定组件和可伸入至车门内板定位孔中的定位销,压紧支撑组件装在田字框架的顶部,标准间隙固定组件分别装在田字框架的左侧、右侧和底部,标准间隙固定组件随田字框架与车门内板的贴靠而与车门内板边缘型面贴合,并在车门安装时与车身侧围门槛贴合。
2.根据权利要求1所述的车门间隙面差装调工装,其特征在于:所述的压紧支撑组件的数量为两至三个,压紧支撑组件包括与田字框架固定的支撑块、内端与支撑块铰接的压紧块和铰接在支撑块上的压紧手柄一,压紧块内端随压紧手柄一向上摆动至沿垂向设置而被压紧,且外端随内端的被压紧而压紧车门内板顶部。
3.根据权利要求1所述的车门间隙面差装调工装,其特征在于:所述的田字框架上装有可吸在车门内板上的吸磁块,吸磁块的数量为两至三个,且均固定在田字框架的底部。
4.根据权利要求1所述的车门间隙面差装调工装,其特征在于:所述的标准间隙固定组件包括固定在田字框架上的标准间隙固定块、与标准间隙固定块固定且与车门内板边缘型面贴合的贴合块一,车门安装时标准间隙固定块与车身侧围门槛贴合将车门与车身侧围门槛之间的间隙面差调整至相应预设标准值。
5.根据权利要求4所述的车门间隙面差装调工装,其特征在于:在田字框架的左侧和右侧还装有标准间隙活动组件,标准间隙活动组件位于标准间隙固定组件上方,包括固定在田字框架上且与车门内板边缘型面贴合的贴合块二、固定在田字框架上的安装座、内端与安装座铰接的标准间隙活动板、与安装座铰接的压紧手柄二,标准间隙活动板内端随压紧手柄二摆动至与定位销平行而被压紧,且外端随内端的被压紧而压紧贴合块二,车门安装时标准间隙活动板与车身侧围门槛贴合将车门与车身侧围门槛之间的间隙面差调整至相应预设标准值。
技术总结
车门间隙面差装调工装,包括贴靠在车门内板上且呈田字形的田字框架,田字框架上装有可压紧在车门内板顶部的压紧支撑组件、可将车门与车身侧围门槛之间的间隙面差调整至相应预设标准值的标准间隙固定组件和可伸入至车门内板定位孔中的定位销,压紧支撑组件装在田字框架的顶部,标准间隙固定组件分别装在田字框架的左侧、右侧和底部,标准间隙固定组件随田字框架与车门内板的贴靠而与车门内板边缘型面贴合,并在车门安装时与车身侧围门槛贴合。本技术将车门与车身侧围门槛各位置的间隙面差一次性调整到相应预设标准值,提高车门与车身之间间隙面差装调的效率、精准性和可操作性,使车门装调操作简单,提升汽车组装的生产节拍。
技术研发人员:何军,马剑锋,陈海彬,曾伟斌,李小峰
受保护的技术使用者:上海小点汽车科技有限公司
技术研发日:20230810
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!