一种长轴校正装置的制作方法
本技术涉及杆状工件校正、校形,特别是涉及一种长轴校正装置。
背景技术:
1、加工用轴类零件的金属圆钢,通常都带有一定的弯曲度。钢厂对于总弯曲度不大于钢材总长度的0.6%的圆钢即判断为合格产品。
2、但在机械加工上,将圆钢裁断后加工的轴,尤其长度在400毫米以上、长径比大于25的长轴,由于原材料本身的误差以及加工时因刚性差产生的较大弯曲变形,即使加工后,也会导致其满足不了轴弯曲度的设计要求,解决的方案是将加工后的长轴通过校正装置将长轴调直。
3、目前使用的校正装置,多为在底座的两端设置支撑机构,在两个支撑机构中间的底座上设置一个小型的压力机,将长轴的两端放置在支撑机构上,随后用千分表的测头抵住长轴的外圆面,旋转长轴,通过千分表测得长轴的径向跳动确定弯曲方向和以及变形的量值,再将弯曲处的最高点置于压力机压杆的正下方,启动压力机进行校正。这在授权号为cn 204638794u的中国实用新型专利,以及申请公布号为cn 109590409a的中国发明专利中有较为详细的说明。
4、现有的校正装置存在两点不足,一、为获得较好的校正效果及提高校正效率,两个支撑点到受力点(也就是弯曲点)的间距应该是相等的,目前是工人凭借经验移动两个支撑机构使其距离受力点的间距大致相等,这易受人为因素的影响而产生较大的误差;二、压力机的压力不易控制,往往存在压力过大使长轴出现反向弯曲的现象。综上所述,现有技术存在效率低、校正效果差的技术问题。
技术实现思路
1、有鉴于此,本实用新型提供一种在底座上设有可显示托起长轴支撑机构准确位置的尺寸标记,并利用推拉式快速夹提供调直用压力的长轴校正装置。
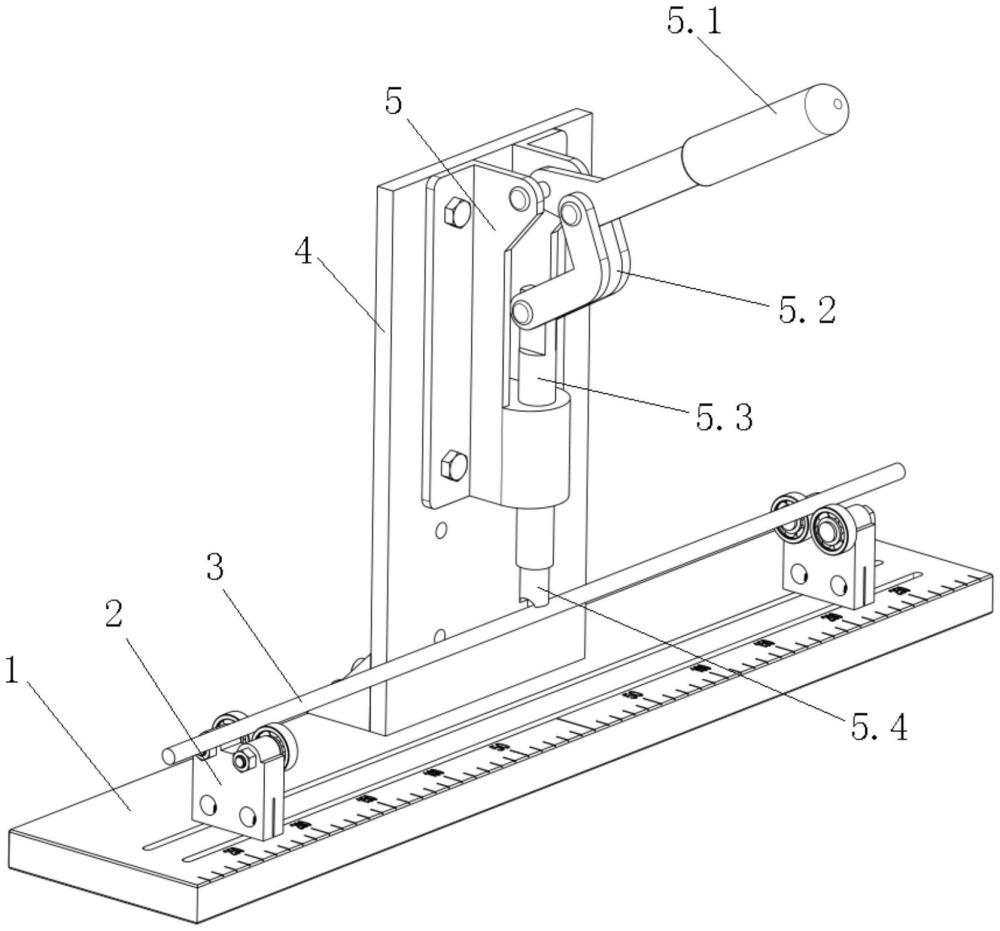
2、为此,本申请提供了以下技术方案:一种长轴校正装置,包括底座,所述底座的长度方向上设有滑道,所述底座上端面的中间固定有立板,所述立板位于滑道的外侧,所述立板上固定有下压机构,所述下压机构的压杆竖直向下悬于两个滑道之间的正上方;所述滑道中装有两个可移动的支撑机构;两个所述支撑机构置于立板的两侧,所述底座上还设有便于操作者观察所述支撑机构所处位置的尺寸标记。
3、进一步地,所述支撑机构包括支撑块,所述支撑块的本体置于底座的上面,所述支撑块底部的外端面上设有两个滑块,所述滑块置于滑道中,所述支撑块的上部固定有两个和滑道平行设置的短轴,所述短轴的自由端装有可旋转的滚轮,两个相邻所述滚轮形成一个承载长轴的虚拟v形槽。
4、进一步地,所述下压机构是推拉式的快速夹。
5、进一步地,所述压杆的下端安装有塑胶制成的压头。
6、进一步地,所述压头螺纹安装在压杆的下端,所述压头与长轴抵接的下端面设有与长轴外圆面适配的内圆弧面。
7、进一步地,所述尺寸标记的零位置于压头的正下方,所述零位两侧设有以零位为轴对称的尺寸标记。
8、进一步地,所述尺寸标记是刻度尺或蚀刻在底座上的标有数字的刻度线。
9、本实用新型具有以下优点:
10、1、本实用新型通过在底座上设置可显示支撑机构所处位置的尺寸标记,使实施长轴校正操作的操作者通过尺寸标记的数字显示保证两个支撑机构与下压机构压杆的间距是一致的,从而获得较好的校正效果。
11、2、用推拉式快速夹提供校正长轴弯曲处的调直压力,结构简单,制作方便且价格低廉,同时也易于操作,实用性强,便于推广使用。
12、3、压头采用具有弹性的塑胶材质,更有利于保护长轴受力点处的表观质量。
13、4、零位设置在压头的正下方,且以零位为对称轴向左右延伸的尺寸标记,操作者在确定支撑机构的位置时,无需进行尺寸计算,即可通过尺寸标记直观的判断出两个支撑机构距压杆的垂直距离是否等距。
技术特征:
1.一种长轴校正装置,其特征在于:包括底座,所述底座的长度方向上设有滑道,所述底座上端面的中间固定有立板,所述立板位于滑道的外侧,所述立板上固定有下压机构,所述下压机构的压杆竖直向下悬于两个滑道之间的正上方;所述滑道中装有两个可移动的支撑机构;两个所述支撑机构置于立板的两侧,所述底座上还设有便于操作者观察所述支撑机构所处位置的尺寸标记。
2.根据权利要求1所述一种长轴校正装置,其特征在于:所述支撑机构包括支撑块,所述支撑块的本体置于底座的上面,所述支撑块底部的外端面上设有两个滑块,所述滑块置于滑道中,所述支撑块的上部固定有两个和滑道平行设置的短轴,所述短轴的自由端装有可旋转的滚轮,两个相邻所述滚轮形成一个承载长轴的虚拟v形槽。
3.根据权利要求1所述一种长轴校正装置,其特征在于:所述下压机构是推拉式的快速夹。
4.根据权利要求1所述一种长轴校正装置,其特征在于:所述压杆的下端安装有塑胶制成的压头。
5.根据权利要求4所述一种长轴校正装置,其特征在于:所述压头螺纹安装在压杆的下端,所述压头与长轴抵接的下端面设有与长轴外圆面适配的内圆弧面。
6.根据权利要求1所述一种长轴校正装置,其特征在于:所述尺寸标记的零位置于压头的正下方,所述零位两侧设有以零位为轴对称的尺寸标记。
7.根据权利要求1所述一种长轴校正装置,其特征在于:所述尺寸标记是刻度尺或蚀刻在底座上的标有数字的刻度线。
技术总结
本技术提供一种长轴校正装置,包括底座,所述底座的长度方向上设有滑道,所述底座上端面的中间固定有立板,所述立板位于滑道的外侧,所述立板上固定有下压机构,所述下压机构的压杆竖直向下悬于两个滑道之间的正上方;所述滑道中装有两个可移动的支撑机构;两个所述支撑机构置于立板的两侧,所述底座上还设有便于操作者观察所述支撑机构所处位置的尺寸标记。本技术通过在底座上设置可显示支撑机构所处位置的尺寸标记,使实施长轴校正操作的操作者通过尺寸标记的数字显示保证两个支撑机构与下压机构压杆的间距是一致的,从而获得较好的校正效果。
技术研发人员:姜清华
受保护的技术使用者:日盟精密机械(大连)有限公司
技术研发日:20230811
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!