一种冲侧孔模具的制作方法
本技术涉及冲孔模具,尤其涉及一种冲侧孔模具。
背景技术:
1、模具是工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需产品的各种模子和工具。模具设备有小型设备或中型设备或大型设备,其涉及的领域也异常广泛。
2、中国专利cn207746270u公开了一种冲侧孔模具包括:上模座、下模座、固定座、工件旋转组件、工件固定组件、冲孔加工件及驱动装置;所述下模座设于所述上模座的正下方;所述固定座设于所述下模座的顶部上;所述工件旋转组件包括工件旋转轴及用于传动所述工件旋转轴转动的旋转机构,所述工件旋转轴可转动地架设于所述固定座上并水平设置;所述工件固定组件用于将工件固定于所述工件旋转轴的一端上;所述冲孔加工件设于所述上模座的底部,并用于受驱动而上下运动以在合模时对所述工件进行冲孔;所述驱动装置用于驱动所述旋转机构以传动所述工件旋转轴转动。
3、但是该技术方案的冲孔模具在对工件的侧壁进行冲孔时,通过紧固件对工件进行固定,可能会对工件造成损伤,且在长时间加工后,紧固件会被机器的震动而出现松动,从而使得工件发生偏移,即待加工工件与原定位置出现偏差,此时加工出来的工件会有瑕疵,需重新返工或直接报废,这样会使得冲孔模具的冲侧孔的效率低下,不便使用。
技术实现思路
1、本实用新型的目的是针对现有技术的不足之处,提供一种冲侧孔模具,通过定位销对工件进行初步定位配合压紧块和弹性件压紧并固定工件实现对工件准确定位且不会使工件发生偏移的功能,解决工件因定位不准确而导致工件发生偏移的问题。
2、为实现上述目的,本实用新型提供如下技术方案:
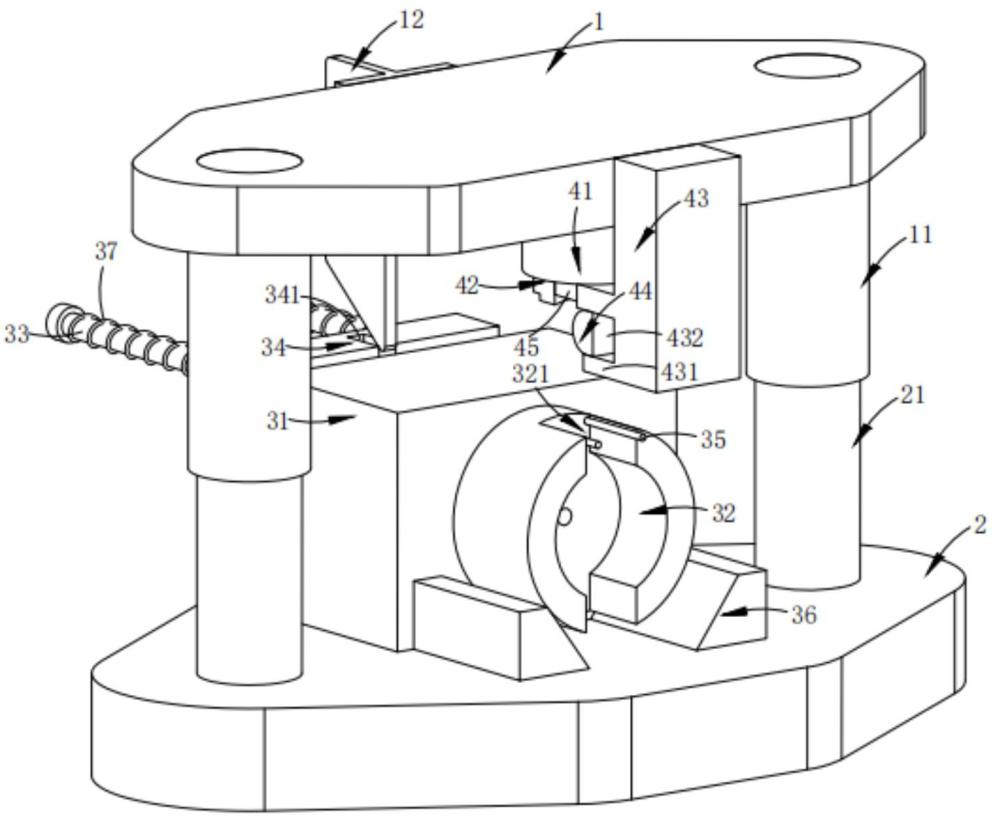
3、一种冲侧孔模具,包括:上模座和下模座,所述上模座上设置有导套,所述下模座上设置有导柱,所述导套在所述导柱做上下运动,所述导套在所述导柱上做上下运动,还包括:
4、工件安装组件,设置在所述下模座的上方;以及
5、加工组件,设置在所述上模座的下方。
6、优选的,所述工件安装组件包括:
7、支撑块,设置在所述下模座的上表面;
8、安装块,设置在所述支撑块的一侧;
9、滑杆,设置在所述支撑块的另一侧;
10、滑动块,设置在所述滑杆上;
11、定位销, 一端连接所述滑动块,另一端贯穿所述支撑块和所述安装块;以及
12、承接块,对称设置在所述安装块的下方两侧。
13、优选的,所述加工组件包括:
14、凸台,设置在所述上模座的下表面;
15、冲孔刀,设置在所述凸台上;
16、限位块,设置在所述上模座的一侧,且所述限位块的底部成型有凸出部;
17、弹性件,设置在所述凸出部的容纳槽内;以及
18、压紧块,设置在所述冲孔刀和所述弹性块之间。
19、优选的,所述定位销对称设置在所述安装块内凹槽的两侧。
20、优选的,所述凹槽的朝向为竖直向上。
21、优选的,所述滑动块和所述支撑块之间设置有弹簧,所述弹簧设置在所述滑杆上。
22、优选的,所述上模座上设置有推动件,所述推动件的末端设置在所述滑动块的中部凹孔内,所述凹孔内设置有滚轮,在合模时,所述推动件推动所述滑动块在滑杆上滑动,从而使得所述定位销回缩。
23、优选的,所述推动件的底端为三角形。
24、优选的,所述冲孔刀为弧形,且所述冲孔刀下部成型有台阶,所述冲孔刀的半径优选为等于所述安装块的直径。
25、本实用新型的有益效果在于:
26、本实用新型通过定位销配合承接块对工件进行初步定位,弹性件对工件的侧面定位以及压紧件对工件的定位,三次定位使得工件的定位十分准确且不会偏移,提高了冲侧孔的合格率,提高了侧孔的加工效率,且该装置的结构简单,拆装方便,使用也方便。
27、综上所述,本实用新型具有准确定位工件且更牢固、结构简单和拆装方便等优点。
技术特征:
1.一种冲侧孔模具,包括:上模座和下模座,所述上模座上设置有导套,所述下模座上设置有导柱,所述导套在所述导柱上做上下运动,其特征在于,还包括:
2.根据权利要求1所述的一种冲侧孔模具,其特征在于,所述工件安装组件包括:
3.根据权利要求1所述的一种冲侧孔模具,其特征在于,所述加工组件包括:
4.根据权利要求2所述的一种冲侧孔模具,其特征在于,所述定位销对称设置在所述安装块的凹槽的两侧。
5.根据权利要求4所述的一种冲侧孔模具,其特征在于,所述凹槽的朝向为竖直向上。
6.根据权利要求2所述的一种冲侧孔模具,其特征在于,所述滑动块和所述支撑块之间设置有弹簧,所述弹簧设置在所述滑杆上。
7.根据权利要求2所述的一种冲侧孔模具,其特征在于,所述上模座上设置有推动件,所述推动件的末端设置在所述滑动块的中部凹孔内,所述凹孔内设置有滚轮。
8.根据权利要求7所述的一种冲侧孔模具,其特征在于,所述推动件的底端为三角形。
9.根据权利要求3所述的一种冲侧孔模具,其特征在于,所述冲孔刀为弧形,且所述冲孔刀下部成型有台阶。
技术总结
本技术涉及冲孔模具技术领域,尤其涉及一种冲侧孔模具。包括:上模座和下模座,所述上模座上设置有导套,所述下模座上设置有导柱,所述导套在所述导柱做上下运动,所述导套在所述导柱上做上下运动,还包括:工件安装组件,设置在所述下模座的上表面;以及加工组件,设置在所述上模座的下表面。本技术提供了一种准确定位工件且更牢固、结构简单和拆装方便的冲侧孔模具。
技术研发人员:李明勇
受保护的技术使用者:浙江瑞虹机电股份有限公司
技术研发日:20230811
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!