聚合物电芯极耳焊接工装的制作方法
本技术属于锂离子电池制造,具体涉及一种聚合物电芯极耳焊接工装。
背景技术:
1、在大聚合物电芯生产过程中,需要对极片卷焊极耳,极耳的焊接需要焊台和焊头来完成,如中国专利公开了一种聚合物电芯极耳自动焊接装置,申请号:201721467895.5,包括支架、极片焊接装置、极耳传送装置、极片放料装置和焊接极片收料辊。然而现有的焊台采用的是常温焊接方式,使用寿命在20万次左右,且生产现场每个月都要对焊台进行更换、维修,因此生产现场的使用成本较高。,
技术实现思路
1、本实用新型的目的在于提供一种聚合物电芯极耳焊接工装,以解决背景技术中存在的问题。
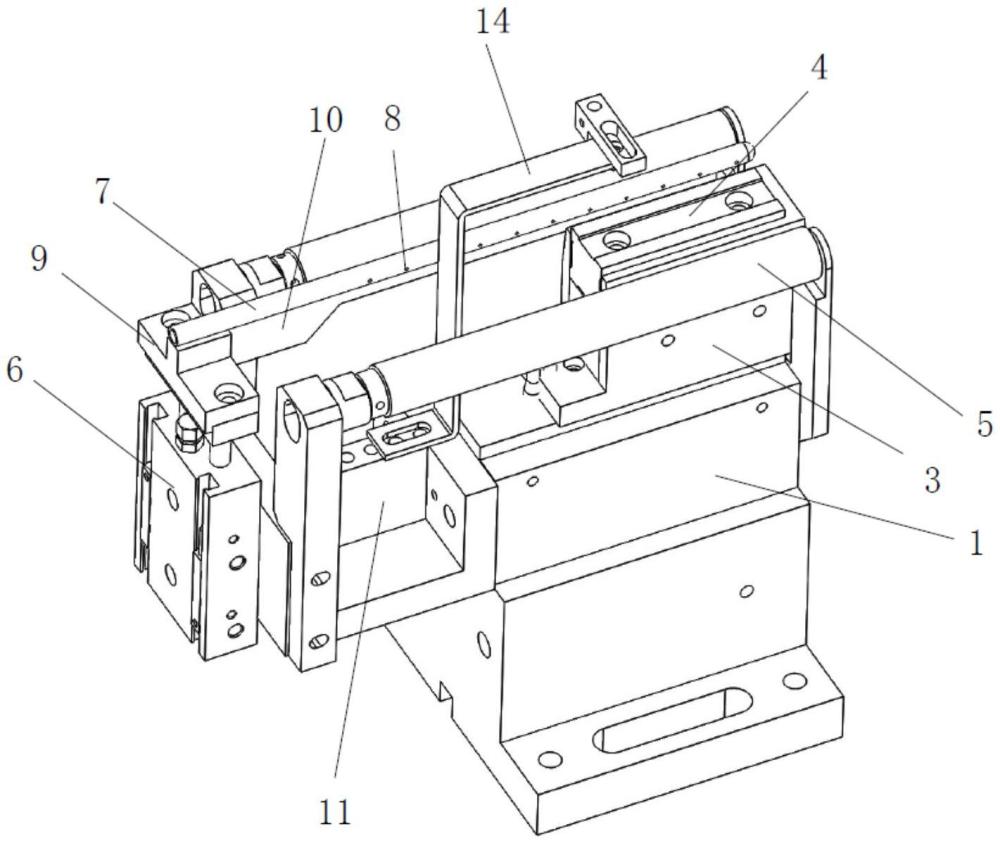
2、为实现上述目的,本实用新型提供如下技术方案:一种聚合物电芯极耳焊接工装,包括焊台底座、加热块、隔热块、焊座和过辊,所述隔热块固定在所述焊台底座上,所述焊座和加热块位于所述隔热块的内部,所述焊座固定在所述加热块的上部,两个过辊位于焊座的前后两侧,极片卷从两个过辊的上部通过,经过焊座上部的焊头下压完成焊接工作。本装置改变了原有结构,将原有的常温焊接方式,更改为焊座加热的方式,使得整个设备使用寿命能够得到大幅度的提升。
3、优选地,在焊台底座的左侧安装有气缸,气缸的活塞杆上安装有上顶辊,所述上顶辊的内部为空心,在上顶辊的侧部带有若干个排气孔,上顶辊的一端密封,另一端通过气管连接气源。气缸带动上顶辊,是为了在焊接极耳时,将极片上的粉尘吹走,保证焊接质量。
4、优选地,所述气缸的活塞杆上固定有气缸支座,气缸支座上固定有上顶辊支撑座,所述上顶辊安装在所述上顶辊支撑座上。通过上顶辊支撑座能够对上顶辊进行支撑,使气缸带动上顶辊上下移动时运行的更加平稳。
5、优选地,所述气缸与所述焊台底座之间通过后连接块连接。设置后连接块可以便于安装气缸以及后轮架。
6、优选地,所述后连接块的两侧分别固定有后轮架,在焊台底座的右侧与后轮架对应的位置固定有前轮架,所述过辊的两端分别通过轴承与所述前轮架和后轮架的顶部连接。通过前轮架和后轮架对过辊进行支撑,能够保证过辊顺滑地转动。
7、优选地,所述后连接块的上部安装有检测架,检测架的上部安装有检测摄像头。
8、优选地,所述后连接块的上部均布有若干个调节孔,所述检测架的底部通过螺栓与所述调节孔连接。调节孔能够调节检测架的位置。
9、优选地,所述隔热块的内部带有安装槽,隔热块的前后两侧和右侧密封。保证焊台温度的情况下,其他部位不会受到高温辐射的影响。
10、优选地,所述后连接块的截面呈u形结构,中部固定一根横梁。
11、优选地,所述焊台底座上设有条形连接孔。
12、本实用新型的有益效果是:与现有技术相比,本专利采用高温焊接的方式来进行极耳焊接,能够提升焊台50%的使用寿命。
13、本专利还改变了现有的机械结构,方便换型调试、维修工作,降低员工的劳动强度,提升了工作效率。
技术特征:
1.一种聚合物电芯极耳焊接工装,其特征在于:包括焊台底座、加热块、隔热块、焊座和过辊,所述隔热块固定在所述焊台底座上,所述焊座和加热块位于所述隔热块的内部,所述焊座固定在所述加热块的上部,两个过辊位于焊座的前后两侧,极片卷从两个过辊的上部通过,经过焊座上部的焊头下压完成焊接工作。
2.根据权利要求1所述的聚合物电芯极耳焊接工装,其特征在于:在焊台底座的左侧安装有气缸,气缸的活塞杆上安装有上顶辊,所述上顶辊的内部为空心,在上顶辊的侧部带有若干个排气孔,上顶辊的一端密封,另一端通过气管连接气源。
3.根据权利要求2所述的聚合物电芯极耳焊接工装,其特征在于:所述气缸的活塞杆上固定有气缸支座,气缸支座上固定有上顶辊支撑座,所述上顶辊安装在所述上顶辊支撑座上。
4.根据权利要求2所述的聚合物电芯极耳焊接工装,其特征在于:所述气缸与所述焊台底座之间通过后连接块连接。
5.根据权利要求4所述的聚合物电芯极耳焊接工装,其特征在于:所述后连接块的两侧分别固定有后轮架,在焊台底座的右侧与后轮架对应的位置固定有前轮架,所述过辊的两端分别通过轴承与所述前轮架和后轮架的顶部连接。
6.根据权利要求4所述的聚合物电芯极耳焊接工装,其特征在于:所述后连接块的上部安装有检测架,检测架的上部安装有检测摄像头。
7.根据权利要求6所述的聚合物电芯极耳焊接工装,其特征在于:所述后连接块的上部均布有若干个调节孔,所述检测架的底部通过螺栓与所述调节孔连接。
8.根据权利要求1所述的聚合物电芯极耳焊接工装,其特征在于:所述隔热块的内部带有安装槽,隔热块的前后两侧和右侧密封。
9.根据权利要求4所述的聚合物电芯极耳焊接工装,其特征在于:所述后连接块的截面呈u形结构,中部固定一根横梁。
10.根据权利要求1所述的聚合物电芯极耳焊接工装,其特征在于:所述焊台底座上设有条形连接孔。
技术总结
本技术属于锂离子电池制造技术领域,具体涉及一种聚合物电芯极耳焊接工装,包括焊台底座、加热块、隔热块、焊座和过辊,所述隔热块固定在所述焊台底座上,所述焊座和加热块位于所述隔热块的内部,所述焊座固定在所述加热块的上部,两个过辊位于焊座的前后两侧,极片卷从两个过辊的上部通过,经过焊座上部的焊头下压完成焊接工作。本专利采用高温焊接的方式来进行极耳焊接,能够提升焊台50%的使用寿命。
技术研发人员:王魁,杨伟,林英辉,于波
受保护的技术使用者:天津聚元新能源科技有限公司
技术研发日:20230815
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!