一种电阻点焊卡箍定位装置的制作方法
本技术属于航空装备制造,具体涉及一种电阻点焊卡箍定位装置。
背景技术:
1、定位装置在机械制造行业中常用于固定待加工产品,使其处于合适的空间位置和角度,便于提高加工/检测过程的效率、质量和精度。在航空装备制造技术领域,卡箍多被用于固定氧气瓶、氮气瓶和航空发电机等飞机上的圆柱状产品,用于制造卡箍的原材料多数为不锈钢或钛合金带材,其制造方法多采用电阻点焊、氩弧焊和氧乙炔焊等焊接工艺。电阻点焊因具备焊接接头尺寸小、无焊缝余高、无需填充焊料、热影响区小、无弧光等优点,而被广泛应用于各类航空卡箍的制造。
2、在国内航空装备制造行业,卡箍在采用电阻点焊之前,普遍采用人工划线确定焊点位置,且通过钳子夹持、肉眼定位的方法开展电阻点焊生产。这种电阻点焊方式使得操作者直接暴露在点焊的飞溅范围以内,容易造成身体被灼伤;同时,采用手工划线确定焊点位置方法会占用大量时间,生产效率较低;另外,采用钳子夹持、肉眼定位的方式会造成焊点位置存在偏差,卡箍的焊接精度不能得到保障。目前,在航空装备制造技术领域,针对卡箍的电阻点焊,尚无一种既可提高点焊效率又能提高焊点位置精度的定位装置。因此,设计一种高精度高效率的卡箍点焊的定位装置至关重要。
3、有鉴于此,本实用新型提供了一种电阻点焊卡箍定位装置,用于飞机上多种型号卡箍的电阻点焊制造,以提高卡箍电阻点焊的生产效率和制造精度、提升卡箍电阻点焊焊接质量。
技术实现思路
1、为解决上述问题,本实用新型提供了一种电阻点焊卡箍定位装置。
2、本实用新型的技术方案为:
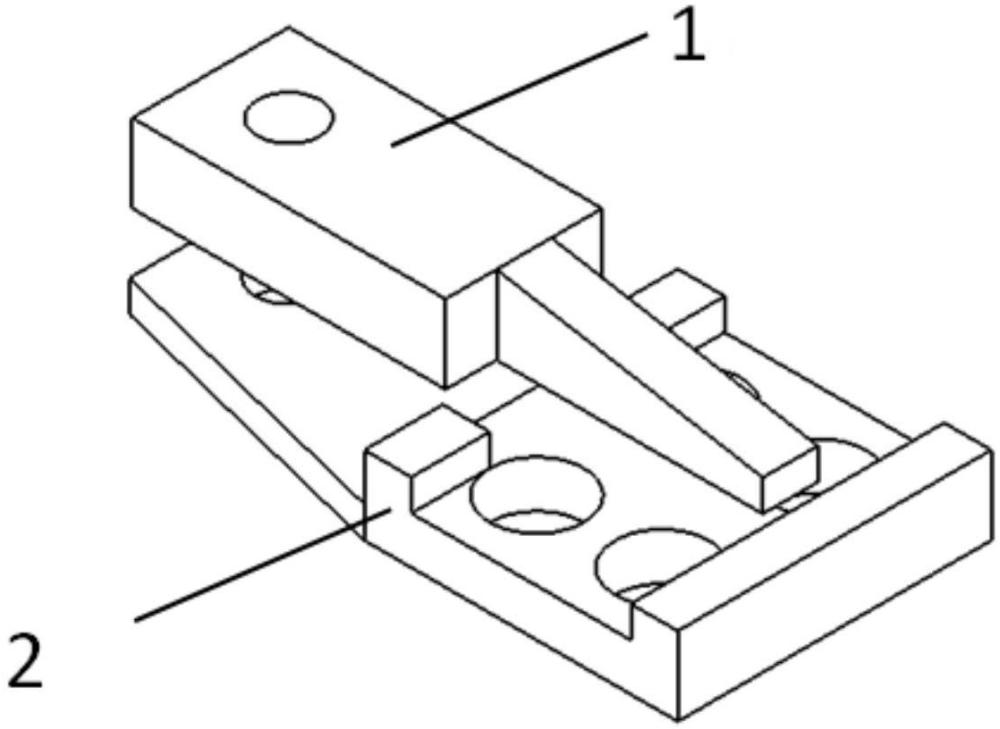
3、一种电阻点焊卡箍定位装置,包括安装底座、固定肋和改装尖嘴大力钳。
4、所述安装底座一端加工有安装孔;所述安装孔的直径为3mm,其作用是将安装底座通过螺栓固定在改装尖嘴大力钳上。
5、所述安装底座的另一端边缘处加工有一个肋条,该肋条的对侧对称加工有两个肋条,三个肋条用于限制位于肋条之间的卡箍箍带的横向滑动。
6、所述安装底座上三个肋条之间的位置处加工有点焊定位孔;所述点焊定位孔的直径为16mm,其作用是在电阻点焊过程中与点焊设备的下电极形成间隙装配关系,进而实现焊点位置的精确定位。
7、所述固定肋由长方体和楔形体两部分组成;长方体的一端加工有安装孔,其作用是将固定肋通过螺栓固定在改装尖嘴大力钳上。
8、所述楔形体的底面与长方体的底面处于同一平面,该平面用于压紧卡箍箍带,一方面限制卡箍箍带在纵向和卡箍箍带厚度方向上的移动,另一方面保证卡箍箍带之间的间隙,提高电阻点焊质量。
9、所述改装尖嘴大力钳是将尖嘴大力钳的上、下嘴通过切割、钻孔改装而来,切割后的上、下嘴上均加工有安装孔,其作用是通过螺栓分别与固定肋及安装底座固定。
10、本实用新型的有益效果:
11、(1)本实用新型中的安装底座和固定肋均采用不锈钢材料,不锈钢材料具备防腐蚀和耐磨性,可以起到美观并提升定位装置使用寿命的作用。
12、(2)本实用新型中安装底座的肋条可以限制卡箍箍带的横向滑动,固定肋可以限制卡箍箍带在纵向和卡箍箍带厚度方向上的移动并保证卡箍箍带之间的间隙,进而起到提高电阻点焊质量的作用。
13、(3)本实用新型中的点焊定位孔可以与点焊设备的下电极形成间隙装配关系,进而实现焊点位置的精确定位。
技术特征:
1.一种电阻点焊卡箍定位装置,其特征在于,该装置包括安装底座、固定肋和改装尖嘴大力钳;
2.根据权利要求1所述的一种电阻点焊卡箍定位装置,其特征在于,所述固定肋的楔形体底面与长方体底面处于同一平面。
3.根据权利要求1或2所述的一种电阻点焊卡箍定位装置,其特征在于,所述安装底座上的安装孔的直径为3mm;所述点焊定位孔的直径为16mm。
技术总结
本技术提供了一种电阻点焊卡箍定位装置,属于航空装备制造技术领域。该装置包括安装底座、固定肋和改装尖嘴大力钳。安装底座的肋条可以限制卡箍箍带的横向滑动,固定肋可以限制卡箍箍带在纵向和卡箍箍带厚度方向上的移动并保证卡箍箍带之间的间隙,进而起到提高电阻点焊质量的作用。安装底座上的点焊定位孔与点焊设备的下电极形成间隙装配关系,进而实现焊点位置的精确定位。
技术研发人员:晁耀杰,陈泷,李勇,席家利,周元彪,邹阳,张义文,张季童,高育林,李敬
受保护的技术使用者:大连长丰实业总公司
技术研发日:20230816
技术公布日:2024/3/11
- 还没有人留言评论。精彩留言会获得点赞!