一种热压模具脱模装置的制作方法
本技术属于热压模具,具体涉及一种热压模具脱模装置。
背景技术:
1、钛合金具有密度低、强度高、耐高温、耐腐蚀等优异性能,因此在航空航天领域应用广泛。由于钛合金的特殊性能,在常温下几乎无法成形,利用热压成形是钛合金材料成形的一种主要方式。
2、对于具有深腔结构的钛合金零件,成形后因摩擦力和收缩力的影响,零件会箍在凸模上,脱模困难。热压模具是在高温环境下工作,传统的弹簧顶出脱模装置在高温环境下容易失去效用,因此,特提供一种一种热压模具脱模装置,来解决上述技术问题。
技术实现思路
1、针对现有技术中的具有深腔结构的钛合金零件,成形后因摩擦力和收缩力的影响,零件会箍在凸模上,存在脱模困难的问题,本实用新型提供一种热压模具脱模装置,成形工作结束升起凹模后,可以利用气体控制装置通过通气孔和联通腔向各顶杆腔中通入的惰性压缩气体,利用活塞将顶杆顶出,进而顶起成形零件使其脱出模具,能够方便零件的取出,有效解决了现有技术中的具有深腔结构的钛合金零件,成形后因摩擦力和收缩力的影响,零件会箍在凸模上,存在脱模困难的问题。其具体技术方案如下:
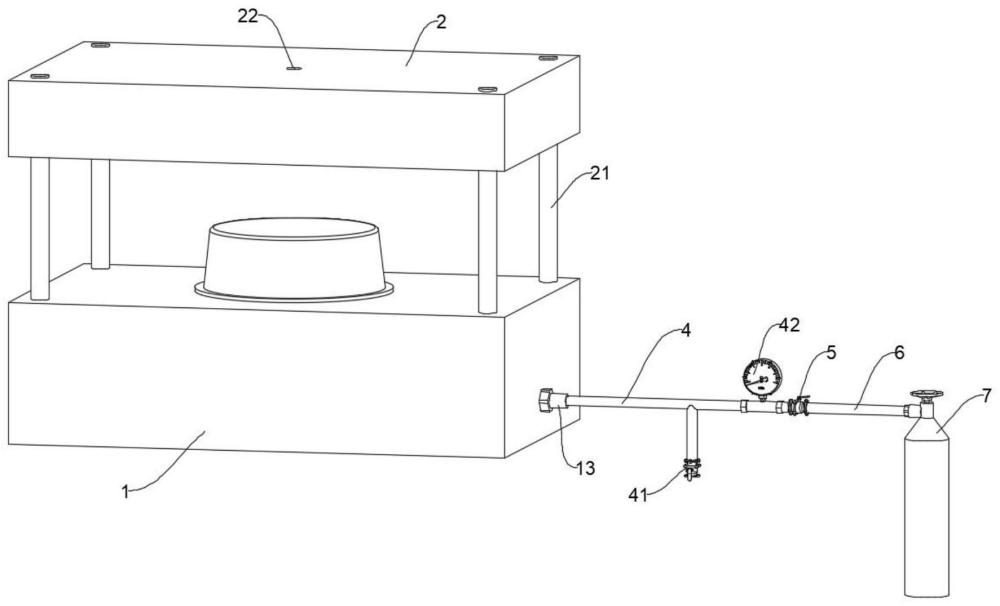
2、一种热压模具脱模装置,包括凸模和凹模,所述凸模和凹模之间设置有导柱,所述凸模的下表面贯穿开设有多个顶杆腔,多个所述顶杆腔之间设置有联通腔,且顶杆腔的下端开口处均螺接安装有螺堵,所述顶杆腔内均滑动安装有活塞,所述活塞的下表面安装有支撑杆,所述活塞的上表面安装有配重顶杆,所述配重顶杆的上表面与凸模的上表面相持平,所述凸模的右表面开设有通气孔,所述通气孔与任意一个所述顶杆腔相连通,所述通气孔的进气端连接有气体控制装置。
3、上述技术方案中,所述气体控制装置包括通气管、第一球阀、导气管和压力瓶,所述通气管为三通气管,所述通气管左端与通气孔相连接,所述通气管的下端安装有第二球阀,所述第一球阀安装在通气管与导气管之间,所述导气管的进气端与压力瓶的出气口相连接。
4、上述技术方案中,所述通气管的右端固定安装有压力表。
5、上述技术方案中,所述通气孔的开口处螺接安装有管接头,所述通气管的左端与管接头固定连接。
6、上述技术方案中,所述配重顶杆的底端螺接在活塞的上表面。
7、上述技术方案中,所述支撑杆的顶端螺接在活塞的下表面。
8、上述技术方案中,所述凹模的上表面贯穿开设有气孔。
9、本实用新型的一种热压模具脱模装置,与现有技术相比,有益效果为:
10、一、本实用新型成形工作结束升起凹模后,可以利用气体控制装置通过通气孔和联通腔向各顶杆腔中通入惰性压缩气体,利用活塞将顶杆顶出,进而顶起成形零件使其脱出模具,能够方便零件的取出,结构简单可靠、操作简便,用普通的热压设备即可完成较复杂零件的成形工作,节约成本,提高效率。
11、二、本实用新型通过在活塞的下表面安装支撑杆,能够避免顶杆腔内的气体排出后,活塞会下移到顶杆腔的底部将联通腔的腔口堵住,便于保证充入顶杆腔内的气压处于活塞的下方,保证活塞能够正常向上移动将配置顶杆顶起。
12、三、本实用新型通过将配重顶杆的底端与活塞相螺接,通过将支撑杆的顶端与活塞相螺接,能够便于将三者分别拆分进行更换或维护。
技术特征:
1.一种热压模具脱模装置,包括凸模(1)和凹模(2),所述凸模(1)和凹模(2)之间设置有导柱(21),其特征在于,所述凸模(1)的下表面贯穿开设有多个顶杆腔(11),多个所述顶杆腔(11)之间设置有联通腔(111),且顶杆腔(11)的下端开口处均螺接安装有螺堵(112),所述顶杆腔(11)内均滑动安装有活塞(3),所述活塞(3)的下表面安装有支撑杆(31),所述活塞(3)的上表面安装有配重顶杆(32),所述配重顶杆(32)的上表面与凸模(1)的上表面相持平,所述凸模(1)的右表面开设有通气孔(12),所述通气孔(12)与任意一个所述顶杆腔(11)相连通,所述通气孔(12)的进气端连接有气体控制装置。
2.根据权利要求1所述的一种热压模具脱模装置,其特征在于,所述气体控制装置包括通气管(4)、第一球阀(5)、导气管(6)和压力瓶(7);
3.根据权利要求2所述的一种热压模具脱模装置,其特征在于,所述通气管(4)的右端固定安装有压力表(42)。
4.根据权利要求2所述的一种热压模具脱模装置,其特征在于,所述通气孔(12)的开口处螺接安装有管接头(13),所述通气管(4)的左端与管接头(13)固定连接。
5.根据权利要求1所述的一种热压模具脱模装置,其特征在于,所述配重顶杆(32)的底端螺接在活塞(3)的上表面。
6.根据权利要求1所述的一种热压模具脱模装置,其特征在于,所述支撑杆(31)的顶端螺接在活塞(3)的下表面。
7.根据权利要求1所述的一种热压模具脱模装置,其特征在于,所述凹模(2)的上表面贯穿开设有气孔(22)。
技术总结
一种热压模具脱模装置,所属热压模具技术领域,包括凸模和凹模,所述凸模和凹模之间设置有导柱,所述凸模的下表面贯穿开设有多个顶杆腔,多个所述顶杆腔之间设置有联通腔,且顶杆腔的下端开口处均螺接安装有螺堵,所述顶杆腔内均滑动安装有活塞,所述活塞的下表面安装有支撑杆,所述活塞的上表面安装有配重顶杆,所述配重顶杆的上表面与凸模的上表面相持平,所述凸模的右表面开设有通气孔,所述通气孔与任意一个所述顶杆腔相连通,所述通气孔的进气端连接有气体控制装置,本技术可以利用气体控制装置通过通气孔和联通腔向各顶杆腔中通入的惰性压缩气体,利用活塞将顶杆顶出,进而顶起成形零件使其脱出模具,能够方便零件的取出。
技术研发人员:雷鹍,张宪会,雷瀚,陈晓兵
受保护的技术使用者:沈阳明日航材先进制造科技有限公司
技术研发日:20230816
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!