一种异型零件侧面钻孔装置的制作方法
本技术涉及一种钻孔装置,特别是涉及一种异型零件侧面钻孔装置,属于零件加工。
背景技术:
1、车床加工是机械加工的一部份,主要有两种加工形式:一种是把车刀固定,加工旋转中未成形的工件,另一种是将工件固定,通过工件的高速旋转,车刀(刀架)的横向和纵向移动进行精度加工,在零件加工的过程中需要采用夹具进行夹持固定,而对于异形零件的固定时,由于夹块与零件之间的接触面较小,对于零件的固定稳定性差,影响钻孔的精度;
2、为此设计一种异型零件侧面钻孔装置来优化上述问题。
技术实现思路
1、本实用新型的主要目的是为了提供一种异型零件侧面钻孔装置,底座上第一定位轴、第一导向套以及第二定位轴、第二导向套的设置,能够在使用的过程中,通过第一导向套以及第二导向套插入到被加工工件内部的定位孔内部进行初步限位,然后通过第二定位轴穿过被加工工件,再利用开口垫以及螺母进行拧紧,提高了在钻孔过程中的稳定性,最口将钻杆穿过快换钻套的内部进行钻孔作业,钻孔的精度更高,确保了零件加工的品质。
2、本实用新型的目的可以通过采用如下技术方案达到:
3、一种异型零件侧面钻孔装置,包括底座,所述底座外侧的底部插接有第一定位轴,所述底座外侧的顶部插接有第二定位轴,所述第一定位轴、第二定位轴与底座的外侧之间皆安装有第一螺栓,所述第一螺栓穿过第一定位轴、第二定位轴与底座的侧边螺纹连接,所述第一定位轴远离底座的一端套设有第一导向套,所述第一定位轴远离底座的一端套设有第二导向套,所述第二导向套的外侧皆安装有锁定螺钉,两组所述锁定螺钉的端部分别与第一定位轴、第二定位轴的侧边接触,所述第一导向套与第二导向套的外侧设置有被加工工件,所述第二定位轴的端部从被加工工件内部穿过,所述第二定位轴的端部设置有开口垫,所述开口垫外侧安装有螺母,所述螺母与第二定位轴的端部螺纹连接,所述底座的顶部安装有钻模板,所述钻模板上安装有快换钻套,所述快换钻套的外侧设置有定位螺钉。
4、优选的:所述第一定位轴以及第二定位轴位于底座内部一端的外侧皆设置有定位轴衬套。
5、优选的:所述快换钻套的外侧与钻模板上的安装孔之间设置有快换钻套衬套。
6、优选的:所述钻模板与底座的顶部之间设置有圆锥销,所述圆锥销贯穿钻模板并插入到底座的内部,所述圆锥销的外侧设置有第二螺栓,且第二螺栓穿过钻模板插入到底座的内部。
7、优选的:所述第一螺栓的端部与底座的侧壁之间设置有第一弹簧垫圈,所述圆锥销、第二螺栓的端部与底座的顶端之间设置有第二弹簧垫圈。
8、优选的:所述第一导向套、第二导向套的结构相同,且导向套外圆处设计为两端圆柱面中间圆锥面过渡结构,另外导向套内侧设计开槽结构,所述第一螺栓的端部位于开槽内部。
9、优选的:所述第二定位轴靠近底座一端圆柱直径设计为比工件定位孔小0.5mm,所述第二定位轴远离底座一端圆柱直径设计为比工件定位孔小2mm,且两圆柱面间设计为圆锥面光滑过渡。
10、本实用新型的有益效果为:
11、本实用新型提供的一种异型零件侧面钻孔装置,底座上第一定位轴、第一导向套以及第二定位轴、第二导向套的设置,能够在使用的过程中,通过第一导向套以及第二导向套插入到被加工工件内部的定位孔内部进行初步限位,然后通过第二定位轴穿过被加工工件,再利用开口垫以及螺母进行拧紧,提高了在钻孔过程中的稳定性,最口将钻杆穿过快换钻套的内部进行钻孔作业,钻孔的精度更高,确保了零件加工的品质。
技术特征:
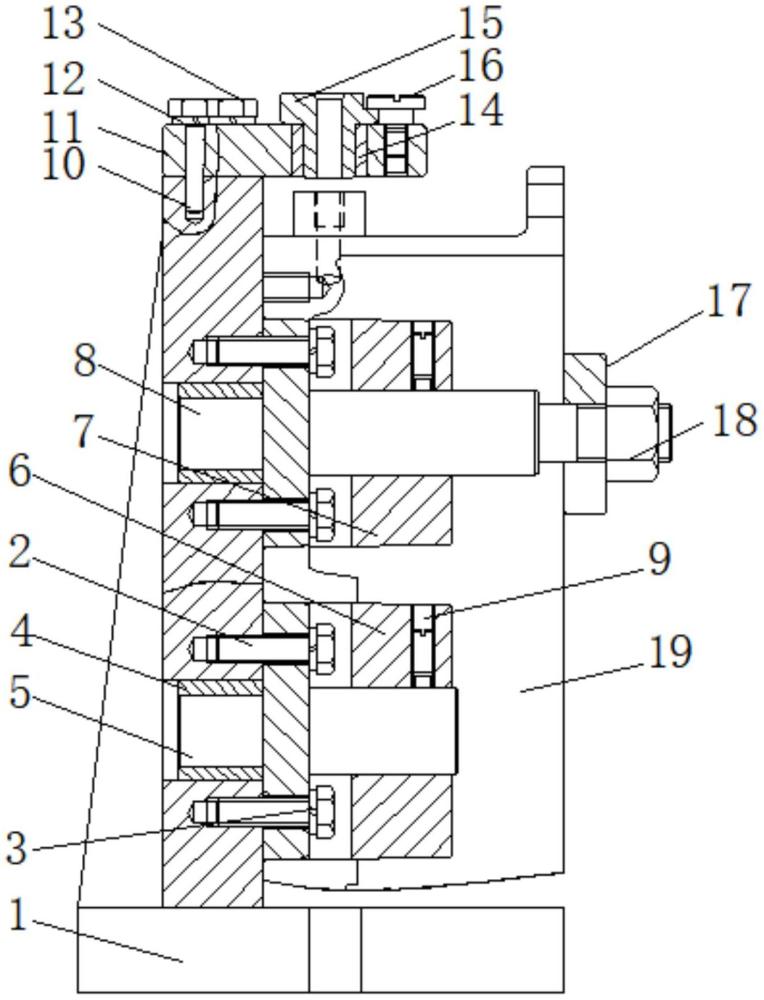
1.一种异型零件侧面钻孔装置,其特征在于:包括底座(1),所述底座(1)外侧的底部插接有第一定位轴(5),所述底座(1)外侧的顶部插接有第二定位轴(8),所述第一定位轴(5)、第二定位轴(8)与底座(1)的外侧之间皆安装有第一螺栓(2),所述第一螺栓(2)穿过第一定位轴(5)、第二定位轴(8)与底座(1)的侧边螺纹连接,所述第一定位轴(5)远离底座(1)的一端套设有第一导向套(6),所述第一定位轴(5)远离底座(1)的一端套设有第二导向套(7),所述第二导向套(7)的外侧皆安装有锁定螺钉(9),两组所述锁定螺钉(9)的端部分别与第一定位轴(5)、第二定位轴(8)的侧边接触,所述第一导向套(6)与第二导向套(7)的外侧设置有被加工工件(19),所述第二定位轴(8)的端部从被加工工件(19)内部穿过,所述第二定位轴(8)的端部设置有开口垫(17),所述开口垫(17)外侧安装有螺母(18),所述螺母(18)与第二定位轴(8)的端部螺纹连接,所述底座(1)的顶部安装有钻模板(11),所述钻模板(11)上安装有快换钻套(15),所述快换钻套(15)的外侧设置有定位螺钉(16)。
2.根据权利要求1所述的一种异型零件侧面钻孔装置,其特征在于:所述第一定位轴(5)以及第二定位轴(8)位于底座(1)内部一端的外侧皆设置有定位轴衬套(4)。
3.根据权利要求2所述的一种异型零件侧面钻孔装置,其特征在于:所述快换钻套(15)的外侧与钻模板(11)上的安装孔之间设置有快换钻套衬套(14)。
4.根据权利要求3所述的一种异型零件侧面钻孔装置,其特征在于:所述钻模板(11)与底座(1)的顶部之间设置有圆锥销(10),所述圆锥销(10)贯穿钻模板(11)并插入到底座(1)的内部,所述圆锥销(10)的外侧设置有第二螺栓(13),且第二螺栓(13)穿过钻模板(11)插入到底座(1)的内部。
5.根据权利要求4所述的一种异型零件侧面钻孔装置,其特征在于:所述第一螺栓(2)的端部与底座(1)的侧壁之间设置有第一弹簧垫圈(3),所述圆锥销(10)、第二螺栓(13)的端部与底座(1)的顶端之间设置有第二弹簧垫圈(12)。
6.根据权利要求5所述的一种异型零件侧面钻孔装置,其特征在于:所述第一导向套(6)、第二导向套(7)的结构相同,且导向套外圆处设计为两端圆柱面中间圆锥面过渡结构,另外导向套内侧设计开槽结构,所述第一螺栓(2)的端部位于开槽内部。
7.根据权利要求6所述的一种异型零件侧面钻孔装置,其特征在于:所述第二定位轴(8)靠近底座(1)一端圆柱直径设计为比工件定位孔小0.5mm,所述第二定位轴(8)远离底座(1)一端圆柱直径设计为比工件定位孔小2mm,且两圆柱面间设计为圆锥面光滑过渡。
技术总结
本技术公开一种异型零件侧面钻孔装置,属于零件加工技术领域,包括底座,所述底座外侧的底部插接有第一定位轴,所述底座外侧的顶部插接有第二定位轴,所述第一定位轴、第二定位轴与底座的外侧之间皆安装有第一螺栓。本技术底座上第一定位轴、第一导向套以及第二定位轴、第二导向套的设置,能够在使用的过程中,通过第一导向套以及第二导向套插入到被加工工件内部的定位孔内部进行初步限位,然后通过第二定位轴穿过被加工工件,再利用开口垫以及螺母进行拧紧,提高了在钻孔过程中的稳定性,最口将钻杆穿过快换钻套的内部进行钻孔作业,钻孔的精度更高,确保了零件加工的品质。
技术研发人员:王金祥,李玉婕,白萌
受保护的技术使用者:德州齿轮有限公司
技术研发日:20230816
技术公布日:2024/3/11
- 还没有人留言评论。精彩留言会获得点赞!