压力机螺杆、螺母梯形螺纹专用加工机床的制作方法
:本技术涉及梯形螺纹加工,具体涉及压力机螺杆、螺母梯形螺纹专用加工机床。
背景技术
0、
背景技术:
1、目前,普遍采用车削工艺完成梯形螺纹加工,具体以数控车床实现。对于中小型压力机螺杆、螺母梯形螺纹而言采用数控车床进行车削加工的确是不错的选择,但对于大型压力机螺杆、螺母梯形螺纹而言,由于零件直径大、螺纹导程长、梯形槽深,故需要车削的量大,而普通车床及数控车床由于受到自身特征限制,加工的螺杆、螺母质量不稳定,尺寸偏差大、表面粗糙,加工时刀具吃刀量及进给速度受到限制,工件加工周期长、工作效率低、操作人员劳动强度大,影响产品交货工期。因此,有必要在现有数控车床的基础上进行改进,以期采用铣削工艺完成梯形螺纹加工,提高产品加工效率。
2、需要说明的是,上述内容属于发明人的技术认知范畴,并不必然构成现有技术。
技术实现思路
0、
技术实现要素:
1、本实用新型的目的在于解决现有技术所存在的问题,提供压力机螺杆、螺母梯形螺纹专用加工机床,本申请充分利用现有数控车床的结构,在其基础上进行改进优化,使其具备铣削加工能力,对于大型压力机螺杆、螺母梯形螺纹进行铣削加工,提高加工质量和效率。
2、本实用新型通过采取以下技术方案实现上述目的:
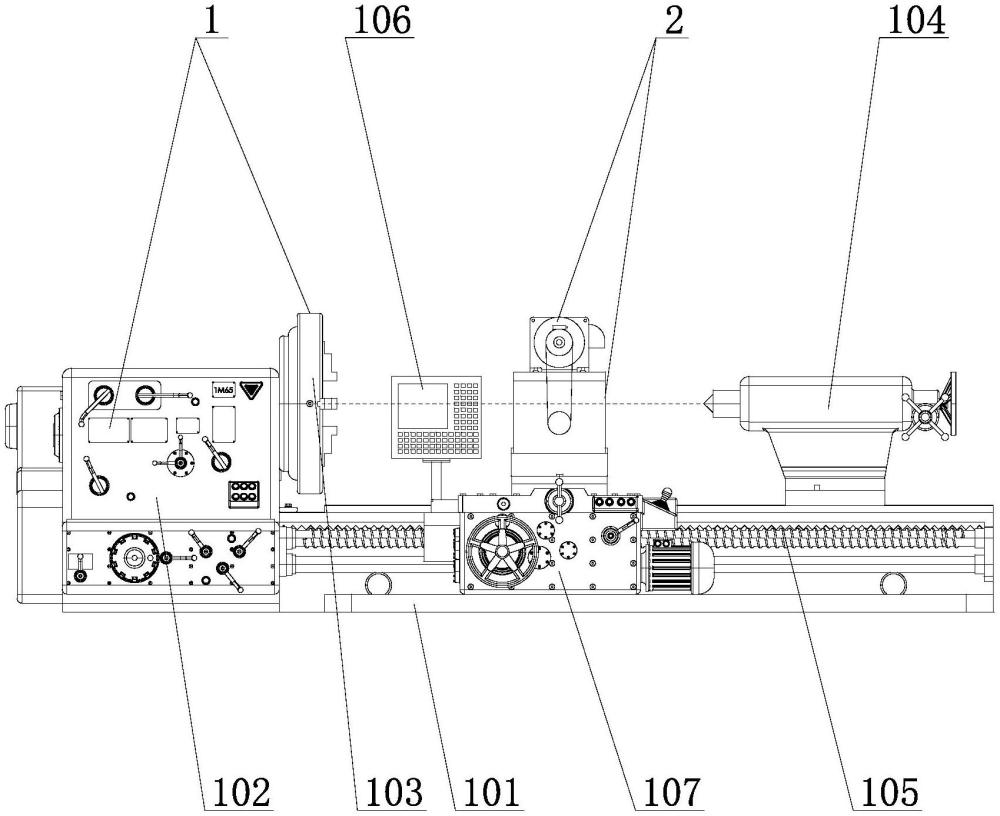
3、压力机螺杆、螺母梯形螺纹专用加工机床,包括数控车床,将所述数控车床中的溜板箱上原有刀架替换成铣削机构a或铣削机构b,所述铣削机构a和铣削机构b输出端分别设有专用铣刀,所述铣削机构a用于加工螺杆梯形螺纹,所述铣削机构b用于加工螺母梯形螺纹;
4、所述铣削机构a包括可拆卸设置在溜板箱上端的变速箱,所述变速箱上设有伺服电机a,所述伺服电机a通过同步带传动a与变速箱连接,所述变速箱的输出轴上设有所述专用铣刀;
5、所述铣削机构b包括可拆卸设置在溜板箱上端的长杆刀架,所述长杆刀架上端设有伺服电机b,所述长杆刀架中心转动设有传动轴,所述传动轴一端通过同步带传动b与伺服电机b连接,另一端与换向器连接,所述换向器的输出端设有所述专用铣刀;
6、所述专用铣刀包括一体加工成型的刀柄、刀体和刀刃。
7、所述数控车床包括床身、主轴箱、卡盘、尾座、丝杠传动系统和ctb数控系统,所述溜板箱设置在丝杠传动系统上。
8、本实用新型采用上述结构,能够带来如下有益效果:
9、本申请在数控车床的基础将其刀架替换成铣削机构a或铣削机构b,不仅能够极大的节省设计及生产成本,而且结构简单,技术性能可靠,实用性强,能够提高螺杆、螺母梯形螺纹加工效率,提高产品质量,减少操作人员工作强度。
技术特征:
1.压力机螺杆、螺母梯形螺纹专用加工机床,其特征在于,包括数控车床,将所述数控车床中的溜板箱上原有刀架替换成铣削机构a或铣削机构b,所述铣削机构a和铣削机构b输出端分别设有专用铣刀,所述铣削机构a用于加工螺杆梯形螺纹,所述铣削机构b用于加工螺母梯形螺纹;
2.根据权利要求1所述的压力机螺杆、螺母梯形螺纹专用加工机床,其特征在于,所述数控车床包括床身、主轴箱、卡盘、尾座、丝杠传动系统和ctb数控系统,所述溜板箱设置在丝杠传动系统上。
技术总结
本技术涉及压力机螺杆、螺母梯形螺纹专用加工机床,包括数控车床,将刀架替换成铣削机构A或铣削机构B,铣削机构A用于加工螺杆梯形螺纹,铣削机构B用于加工螺母梯形螺纹;铣削机构A包括变速箱,变速箱上设有伺服电机A,伺服电机A通过同步带传动A与变速箱连接,变速箱的输出轴上设有专用铣刀;铣削机构B包括长杆刀架,长杆刀架上端设有伺服电机B,长杆刀架中心转动设有传动轴,传动轴一端通过同步带传动B与伺服电机B连接,另一端与换向器连接,换向器的输出端设有专用铣刀。本申请充分利用现有数控车床的结构,在其基础上进行改进优化,使其具备铣削加工能力,对于大型压力机螺杆、螺母梯形螺纹进行铣削加工,提高加工质量和效率。
技术研发人员:郭小红,田江涛,傅师杰,邱同昌,张志浩,王肖亮,纪阳
受保护的技术使用者:山东圣德智能装备有限公司
技术研发日:20230816
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!