一种钢管连接卡箍的锻压装置的制作方法
一种钢管连接卡箍的锻压装置,属于管材连接。
背景技术:
1、卡箍是实现两段管材对接处固定的最为常见的一种部件。在现有技术中,卡箍的制作主要以铸造和冲压为主,其中铸造卡箍在铸造过程中容易产生气孔和砂眼,影响卡箍强度,冲压卡箍要经过制胚,粗锻和精锻至少三道工序,造成人工及能耗成本大大增加。
2、锻压也是现有技术中较为常见的加工手段,但是利用锻压方式进行卡箍的加工,存在如下问题:由于锻压的胚胎温度较高,因此在锻压完成之后,容易在模具表面形成氧化层,由于卡箍的厚度较小,因此随着氧化层的逐渐累积,卡箍的加工误差会逐渐增大。同时由于锻压的胚胎温度较高,在脱模时容易与模具之间出现粘连,因此设计一种能够满足卡箍加工的锻压装置,成为本领域亟待解决的问题。
技术实现思路
1、本实用新型要解决的技术问题是:克服现有技术的不足,提供一种在凹模的中心处设置有支撑杆,并在支撑杆表面开设有用于喷射脱模剂的喷口,通过喷射脱模剂,避免了卡箍锻压时与模具发生粘连的钢管连接卡箍的锻压装置。
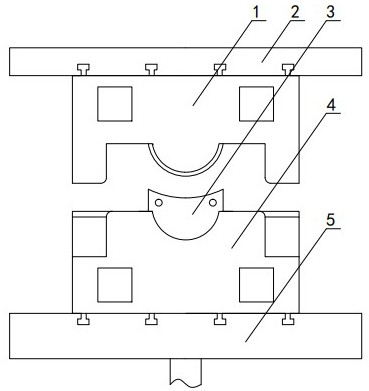
2、本实用新型解决其技术问题所采用的技术方案是:该钢管连接卡箍的锻压装置,包括相向移动的凸模和凹模,其特征在于:在凹模的中心处设置有支撑杆,支撑杆贯穿凹模并可升降的设置在凹模的中心处;在支撑杆的上部周圈开设有多个用于至少喷射脱模剂的喷口。
3、优选的,支撑杆为中空结构,喷口在支撑杆的上部与其内腔连通,在支撑杆的底部还开设有一组分别用于通入脱模剂和高压气体的入口,入口在支撑杆的底部与其内腔连通。
4、优选的,在凸模的中部设置有与卡箍顶面轮廓相符的锻压凸起,在锻压凸起的中部开设有上成型槽,在上成型槽的外圈突出的设置有上切边凸起,在上切边凸起的外圈为上废边槽。
5、优选的,在凹模的中部设置有与卡箍底面轮廓相符的锻压凹槽,在锻压凹槽的中部开设有下成型槽,在下成型槽15的外圈突出的设置有下切边凸起,在下切边凸起的外圈为下废边槽。
6、优选的,在凹模的中部开设有用于支撑杆穿过的升降孔。
7、优选的,在凸模的顶部设置有上固定板,在上固定板的上部设置有上油缸,上油缸的活塞杆与上固定板的上表面固定。
8、优选的,在凹模的下方设置有下油缸,下油缸的活塞杆与支撑杆的底部固定。
9、优选的,在凸模底部四角处分别突出的设置有导向块,在凹模的四角处设置有与导向块一一对应的导向槽。
10、与现有技术相比,本实用新型所具有的有益效果是:
11、1、在本钢管连接卡箍的锻压装置中,在凹模的中心处设置有支撑杆,并在支撑杆表面开设有用于喷射脱模剂的喷口,通过喷射脱模剂,避免了卡箍锻压时与模具发生粘连。
12、2、喷口同时可喷出高压气体,在每次锻压结束之后,通过喷口喷出高压气体,对模具表面进行吹扫,避免氧化层累积而对卡箍的加工精度造成影响。
13、3、支撑杆的中部为上宽下窄的锥形结构,保证了支撑杆在升降过程中顺畅。
技术特征:
1.一种钢管连接卡箍的锻压装置,包括相向移动的凸模(1)和凹模(4),其特征在于:在凹模(4)的中心处设置有支撑杆(3),支撑杆(3)贯穿凹模(4)并可升降的设置在凹模(4)的中心处;在支撑杆(3)的上部周圈开设有多个用于至少喷射脱模剂的喷口(19)。
2.根据权利要求1所述的钢管连接卡箍的锻压装置,其特征在于:支撑杆(3)为中空结构,喷口(19)在支撑杆(3)的上部与其内腔连通,在支撑杆(3)的底部还开设有一组分别用于通入脱模剂和高压气体的入口(20),入口(20)在支撑杆(3)的底部与其内腔连通。
3.根据权利要求1所述的钢管连接卡箍的锻压装置,其特征在于:在凸模(1)的中部设置有与卡箍顶面轮廓相符的锻压凸起(7),在锻压凸起(7)的中部开设有上成型槽(8),在上成型槽(8)的外圈突出的设置有上切边凸起(9),在上切边凸起(9)的外圈为上废边槽(10)。
4.根据权利要求1所述的钢管连接卡箍的锻压装置,其特征在于:在凹模(4)的中部设置有与卡箍底面轮廓相符的锻压凹槽(13),在锻压凹槽(13)的中部开设有下成型槽(15),在下成型槽(15)的外圈突出的设置有下切边凸起(16),在下切边凸起(16)的外圈为下废边槽(17)。
5.根据权利要求1或2所述的钢管连接卡箍的锻压装置,其特征在于:在凹模(4)的中部开设有用于支撑杆(3)穿过的升降孔(14)。
6.根据权利要求1所述的钢管连接卡箍的锻压装置,其特征在于:在凸模(1)的顶部设置有上固定板(2),在上固定板(2)的上部设置有上油缸,上油缸的活塞杆与上固定板(2)的上表面固定。
7.根据权利要求1所述的钢管连接卡箍的锻压装置,其特征在于:在凹模(4)的下方设置有下油缸,下油缸的活塞杆与支撑杆(3)的底部固定。
8.根据权利要求1所述的钢管连接卡箍的锻压装置,其特征在于:在凸模(1)底部四角处分别突出的设置有导向块(6),在凹模(4)的四角处设置有与导向块(6)一一对应的导向槽(12)。
技术总结
一种钢管连接卡箍的锻压装置,属于管材连接技术领域。包括相向移动的凸模(1)和凹模(4),其特征在于:在凹模(4)的中心处设置有支撑杆(3),支撑杆(3)贯穿凹模(4)并可升降的设置在凹模(4)的中心处;在支撑杆(3)的上部周圈开设有多个用于至少喷射脱模剂的喷口(19)。在本钢管连接卡箍的锻压装置中,在凹模的中心处设置有支撑杆,并在支撑杆表面开设有用于喷射脱模剂的喷口,通过喷射脱模剂,避免了卡箍锻压时与模具发生粘连。喷口同时可喷出高压气体,在每次锻压结束之后,通过喷口喷出高压气体,对模具表面进行吹扫,避免氧化层累积而对卡箍的加工精度造成影响。
技术研发人员:董广学,刘开良,张继建
受保护的技术使用者:山东金诚联创管业股份有限公司
技术研发日:20230817
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!