一种金具产品快速对中钻孔夹具的制作方法
本技术属于夹具装置,具体涉及一种金具产品快速对中钻孔夹具。
背景技术:
1、送电线广泛使用的铁制或铝制金属附件,统称为金具。对于单、双耳金具,类似如图1所示的金具产品,对于钻孔位置有精确度要求,产品的特点是外形尺寸公差大(d±1),所需钻孔(φ±0.3)相对于外形基准a的对称度要求高(对称度0.2),钻孔的定位基准是毛坯面或非加工面(制造公差大)。
2、现有的钻孔方法是使用如图2所示的钻孔夹具,将待钻孔的金具产品放进夹具座内,通过调节螺栓a、b来压紧产品,微调调节螺栓a、b来实现钻套中心相对于产品外形的对称,从而保证所钻孔相对于基准a的对称度要求;因产品的外形尺寸(d±1)存在加工公差,公差范围内的不同产品外形大小都存在有差异,因此要保证钻孔的对称度,必须在钻孔前根据每件产品的实际尺寸来对夹具上的调节螺栓a、b分别进行调整,才能够保证钻孔的对称度要求。生产过程中经常会因每件产品调整不准确造成产品超差不合格,并且上述方法调整速度慢,一致性差,效率极低,不适合批量生产使用。
技术实现思路
1、针对现有技术中存在的不足,本实用新型的目的在于提供一种金具产品快速对中钻孔夹具,用于解决目前的夹具调整速度慢、加工一致性差、不适合批量生产使用的技术问题。
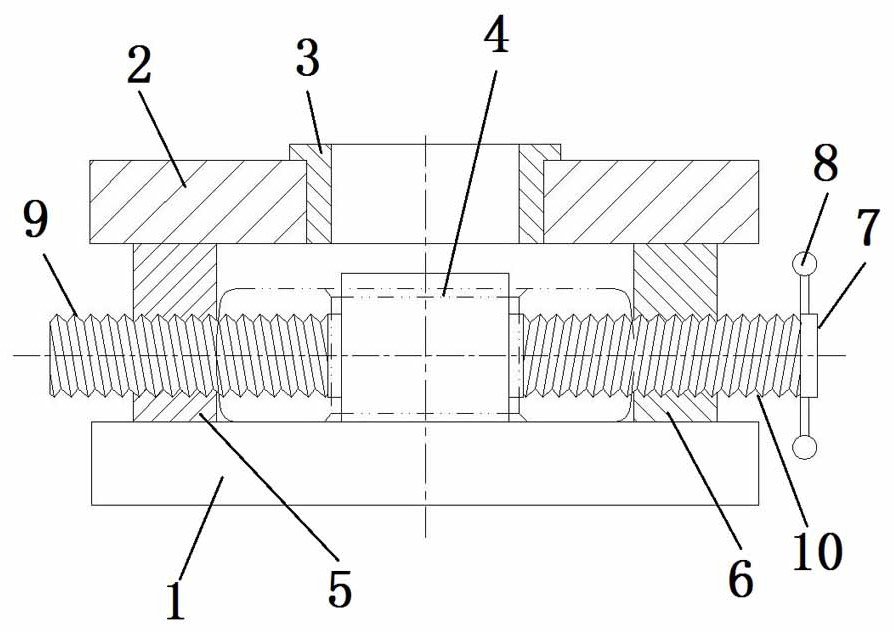
2、为实现上述目的,本实用新型的技术方案为:一种金具产品快速对中钻孔夹具,该夹具包括底板、盖板、设置在所述盖板上的钻套以及连接所述底板和所述盖板的固定座;所述底板和盖板之间设置有夹持组件,所述夹持组件包括转动连接在所述固定座的丝杆以及连接于所述丝杆上的第一夹钳、第二夹钳,所述丝杆上一端设置有与所述第一夹钳螺纹配合的第一螺纹,所述丝杆上另一端设置有与所述第二夹钳螺纹配合的第二螺纹,所述第一螺纹和所述第二螺纹的螺距一致、直径相同、旋向相反。
3、优选地,所述丝杆上中间部位设置有直径小于所述第一螺纹和所述第二螺纹连接部,所述连接部穿过连接在所述固定座上,以限制所述丝杆沿其轴向的移动。
4、优选地,所述丝杆的一端设置有手柄。
5、优选地,所述手柄与所述丝杆之间采用螺纹连接。
6、优选地,所述盖板上设置开孔,所述开孔内可拆连接钻套。
7、采用本实用新型技术方案的有益效果为:
8、本实用新型夹持金具时,两侧的夹钳始终同步移动,以保证两个夹钳相对于钻套的对称度(位置关系)始终保持不变,从而实现了快速精确的定位和夹紧,使钻孔始终满足图纸的对称要求。通过在底板和盖板之间设置有夹持组件,夹持组件包括丝杆、第一夹钳及第二夹钳,丝杆上设置有与第一夹钳螺纹配合的第一螺纹以及与第二夹钳螺纹配合的第二螺纹,第一螺纹和第二螺纹的螺距一致、直径相同、旋向相反,这使得在转动丝杆调节两个夹钳之间距离时,第一夹钳和第二夹钳同步向中间或者向两侧移动,使得第一夹钳和第二夹钳相对于钻套的对称度始终保持不变。
技术特征:
1.一种金具产品快速对中钻孔夹具,其特征在于,该夹具包括底板、盖板、设置在所述盖板上的钻套以及连接所述底板和所述盖板的固定座;所述底板和盖板之间设置有夹持组件,所述夹持组件包括转动连接在所述固定座的丝杆以及连接于所述丝杆上的第一夹钳、第二夹钳,所述丝杆上一端设置有与所述第一夹钳螺纹配合的第一螺纹,所述丝杆上另一端设置有与所述第二夹钳螺纹配合的第二螺纹,所述第一螺纹和所述第二螺纹的螺距一致、直径相同、旋向相反。
2.根据权利要求1所述的一种金具产品快速对中钻孔夹具,其特征在于,所述丝杆上中间部位设置有直径小于所述第一螺纹和所述第二螺纹连接部,所述连接部穿过连接在所述固定座上,以限制所述丝杆沿其轴向的移动。
3.根据权利要求1所述的一种金具产品快速对中钻孔夹具,其特征在于,所述丝杆的一端设置有手柄。
4.根据权利要求3所述的一种金具产品快速对中钻孔夹具,其特征在于,所述手柄与所述丝杆之间采用螺纹连接。
5.根据权利要求1所述的一种金具产品快速对中钻孔夹具,其特征在于,所述盖板上设置开孔,所述开孔内可拆连接钻套。
技术总结
本技术属于夹具装置技术领域,具体涉及一种金具产品快速对中钻孔夹具,该夹具包括底板、盖板、设置在所述盖板上的钻套以及连接所述底板和所述盖板的固定座;所述底板和盖板之间设置有夹持组件,所述夹持组件包括转动连接在所述固定座的丝杆以及连接于所述丝杆上的第一夹钳、第二夹钳,所述丝杆上一端设置有与所述第一夹钳螺纹配合的第一螺纹,所述丝杆上另一端设置有与所述第二夹钳螺纹配合的第二螺纹,所述第一螺纹和所述第二螺纹的螺距一致、直径相同、旋向相反。本技术用于解决目前的夹具调整速度慢、加工一致性差、不适合批量生产使用的技术问题。
技术研发人员:冯德沈,白国伟
受保护的技术使用者:河南经纬电力科技股份有限公司
技术研发日:20230817
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!