活塞浇冒口锯割装置的制作方法
本技术涉及活塞加工,具体涉及一种活塞浇冒口锯割装置。
背景技术:
1、在活塞的铸造过程中,由于工艺的需要,活塞除了其本身形状以外,还包括多余的浇冒口部分,在完成铸造成型工艺后,该多余部分就需要被清除,浇冒口的清除是一道劳动量大且自动化程度低的工序。
2、现有技术中,活塞坯件浇冒口的去除方式主要是锯割或冲压的方式,采用这两种方式去除多余浇冒口,都需要经过人工的多次装夹锯割或者多次冲压,尤其是浇口,导致员工工作强度大,且去除后的余量不均匀,影响了后续工序的加工,严重影响了生产效率和生产质量。
技术实现思路
1、针对现有技术存在的不足,本实用新型提出一种活塞浇冒口锯割装置,能够提升浇冒口的锯割效率。
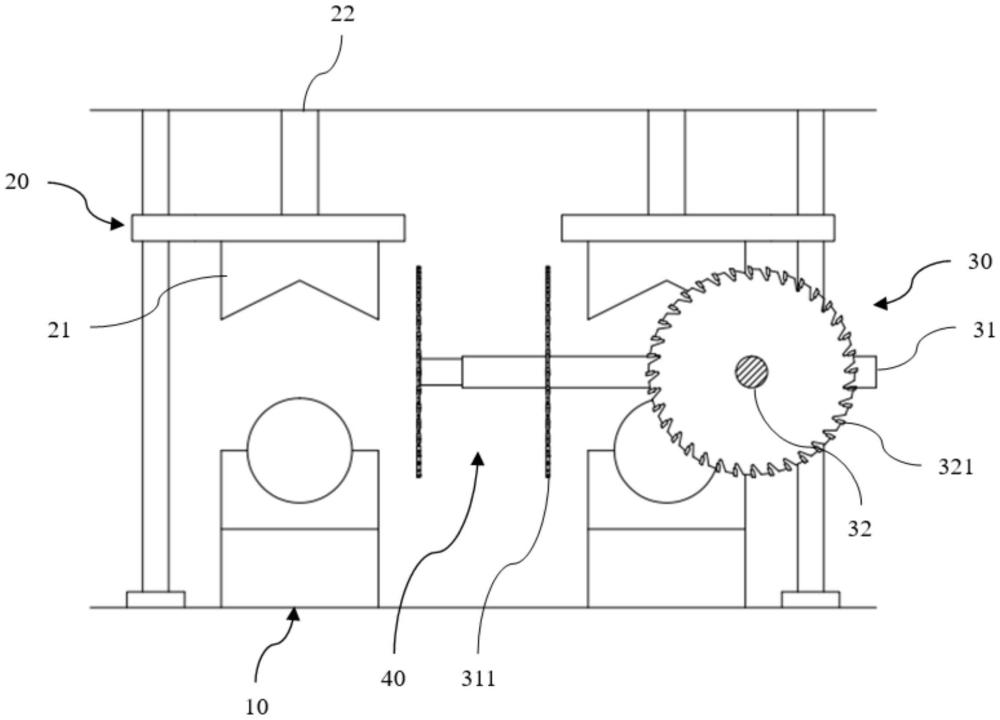
2、为了实现上述目的,本实用新型是通过如下的技术方案来实现:一种活塞浇冒口锯割装置,包括压紧机构、锯割机构和调节机构;
3、所述压紧机构包括压紧块,所述压紧块设置在活塞底座上方,且能够朝向活塞底座方向移动;
4、所述锯割机构包括转轴一、锯浇口刀盘、转轴二和锯冒口刀盘,所述锯浇口刀盘设有两个,均与转轴一连接,所述锯冒口刀盘与转轴二连接;
5、所述调节机构包括可调式衬套,所述可调式衬套包括内衬套和外衬套,所述内衬套和外衬套分别与两个锯浇口刀盘连接,所述内衬套和外衬套滑动插接,且间距可调。
6、将活塞坯件放置在活塞底座上,通过压紧块下移将活塞坯件压紧固定,随后调节可调式衬套,将内衬套和外衬套相对滑动,调节好两个锯浇口刀盘间距后固定。随后转轴一和转轴二带动锯浇口刀盘和锯冒口刀盘转动,两个刀盘朝向活塞坯件移动,即可分别将浇口和冒口锯割。
7、上述活塞浇冒口锯割装置的有益效果是:根据活塞的浇口位置和尺寸,可调节两个锯浇口刀盘之间的间距,从而能够一次性锯割掉活塞坯件内的浇口,使切割后余量达到要求,大幅提升了生产效率,并且降低了员工的工作强度。
8、进一步地,所述压紧机构还包括气缸,所述气缸与压紧块可拆卸地连接。
9、气缸能够带动压紧块移动,将活塞坯件压紧固定在活塞底座上,并且压紧块能够根据不同的活塞进行拆卸更换,以适配活塞的形状尺寸。
10、进一步地,所述锯割机构还包括驱动电机,所述转轴一和转轴二均连接有驱动电机。
11、驱动电机能够驱动转轴一和转轴二转动,从而带动锯浇口刀盘和锯冒口刀盘转动,对浇冒口进行锯割。
12、进一步地,所述锯割机构还包括导向滑轨、移动托盘和液压缸,所述导向滑轨呈l形,且两段均设有滑动连接的移动托盘,两个所述移动托盘均连接有液压缸,两个所述驱动电机分别设置在两个移动托盘上。
13、液压缸可驱动移动托盘在导向滑轨上移动,可带动锯浇口刀盘或锯冒口刀盘的驱动电机移动,从而带动锯浇口刀盘或锯冒口刀盘朝向浇口或冒口方向移动,将浇冒口锯割。
14、进一步地,所述内衬套与外衬套滑动插接,且均套设在转轴一上,所述内衬套靠近外衬套的一侧开设有螺纹孔,且螺纹连接有无头螺钉。
15、将内衬套抵接在转轴一上,内衬套和外衬套相对滑动调节好间距后,将屋头螺钉调节至与外衬套抵接,并在外衬套的另一侧拧紧位于转轴一上的外螺帽盘,将外衬套锁紧抵接在无头螺钉上。
技术特征:
1.一种活塞浇冒口锯割装置,其特征在于:包括压紧机构、锯割机构和调节机构;
2.根据权利要求1所述的活塞浇冒口锯割装置,其特征在于:所述压紧机构还包括气缸,所述气缸与压紧块可拆卸地连接。
3.根据权利要求1所述的活塞浇冒口锯割装置,其特征在于:所述锯割机构还包括驱动电机,所述转轴一和转轴二均连接有驱动电机。
4.根据权利要求3所述的活塞浇冒口锯割装置,其特征在于:所述锯割机构还包括导向滑轨、移动托盘和液压缸,所述导向滑轨呈l形,且两段均设有滑动连接的移动托盘,两个所述移动托盘均连接有液压缸,两个所述驱动电机分别设置在两个移动托盘上。
5.根据权利要求1所述的活塞浇冒口锯割装置,其特征在于:所述内衬套与外衬套滑动插接,且均套设在转轴一上,所述内衬套靠近外衬套的一侧开设有螺纹孔,且螺纹连接有无头螺钉。
技术总结
本技术公开了一种活塞浇冒口锯割装置,包括压紧机构、锯割机构和调节机构;所述压紧机构包括压紧块,所述压紧块设置在活塞底座上方,且能够朝向活塞底座方向移动;所述锯割机构包括转轴一、锯浇口刀盘、转轴二和锯冒口刀盘,所述锯浇口刀盘设有两个,均与转轴一连接,所述锯冒口刀盘与转轴二连接;所述调节机构包括可调式衬套,包括内衬套和外衬套,所述内衬套和外衬套分别与两个锯浇口刀盘连接,所述内衬套和外衬之间的间距可调。使用上述一种活塞浇冒口锯割装置,能够根据活塞的浇口位置和尺寸调节两个锯浇口刀盘之间的间距,从而一次性锯割掉活塞坯件内的浇口,使切割后余量达到要求,大幅提升了生产效率,并且降低了员工的工作强度。
技术研发人员:刘虹兵
受保护的技术使用者:四川渝邻汽车零部件有限公司
技术研发日:20230818
技术公布日:2024/2/8
- 还没有人留言评论。精彩留言会获得点赞!