一种双坐标数控机床自动回转刀架的制作方法
本技术涉及数控机床,特别涉及一种双坐标数控机床自动回转刀架。
背景技术:
1、回转刀架的加工效率是制约高精度产品发展的重要因素,传统镗床加工工艺加工出来的产品已经不能满足如今一些特定场合的使用需要。传统回转刀架需要手动换刀,其下的工作台需要手动移动,这样的手动操作使得加工效率较低,加工精度和效率取决于操作员手动操作的熟练程度,并且工作人员的安全得不到保障。
2、相比较于传统的机床和机械机床,数控机床完全解放了操作员的双手,不需要全程手动操作,也不需要人工配合,大大提高了工作台和回转刀架的加工效率,同时还增加了企业的收益。因此,针对双坐标数控机床,设计一种回转刀架,来实现刀体锁紧、刀体抬起及自动转位。
技术实现思路
1、本实用新型解决了相关技术中的问题,提出一种双坐标数控机床自动回转刀架,可以实现刀体锁紧、刀体抬起及自动转位,大大提高工作台和回转刀架的加工效率。
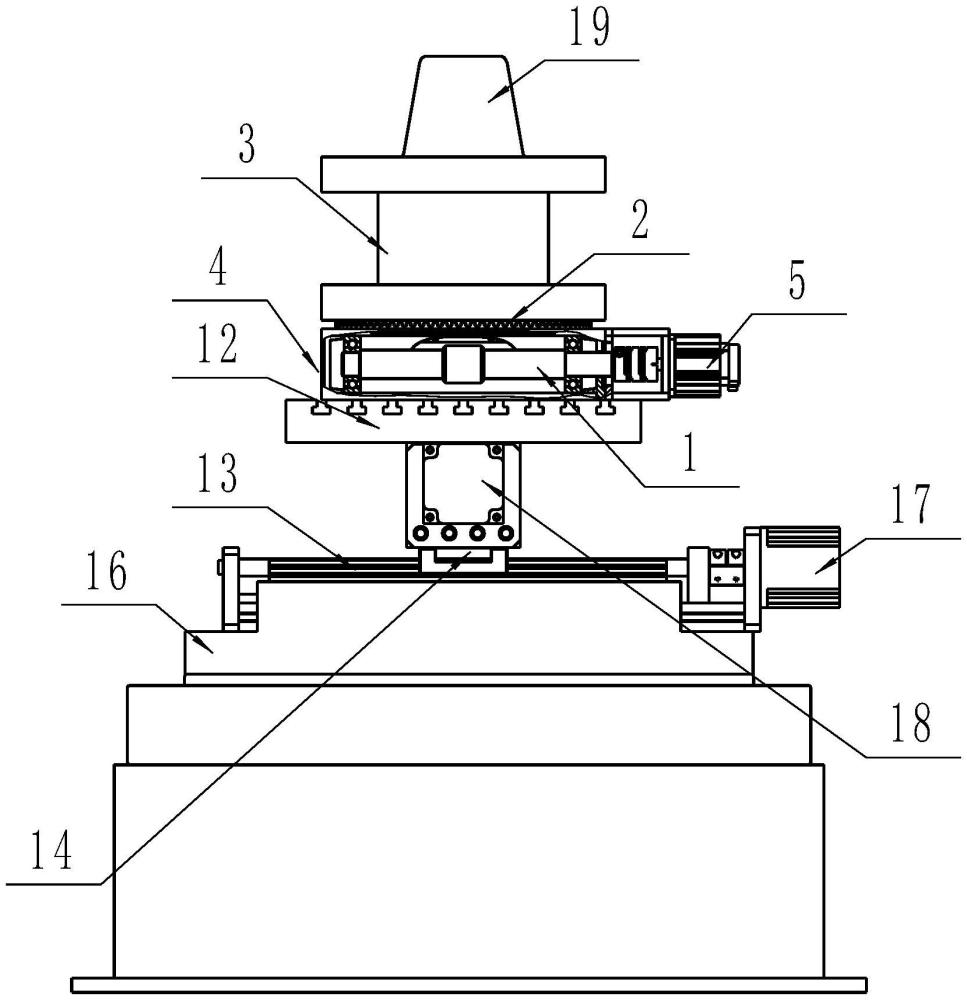
2、为了解决上述技术问题,本实用新型是通过以下技术方案实现的:一种双坐标数控机床自动回转刀架,包括:
3、回转刀架机构,包括减速传动机构、锁紧机构、上刀体和下刀体,所述减速传动机构的输入端与升降电机相连,所述减速传动机构的输出端伸入上刀体内并与上刀体螺纹连接,所述锁紧机构位于上刀体与下刀体之间;
4、工作台机构,包括工作台、x轴直线模组、y轴直线模组和z轴步进电机,所述y轴直线模组安装于x轴直线模组上,所述工作台安装于y轴直线模组上,所述x轴直线模组、y轴直线模组分别通过x轴步进电机和y轴步进电机驱动,所述z轴步进电机的驱动端与模组安装座相连;
5、控制系统,用于控制回转刀架机构与工作台机构的运动。
6、作为优选方案,所述减速传动机构为蜗轮蜗杆减速机,包括相啮合的蜗杆轴与蜗轮轴,所述蜗杆轴通过联轴器与升降电机相连,所述蜗轮轴包括与蜗杆轴相啮合的蜗轮部和与上刀体螺纹连接的轴部。
7、作为优选方案,所述蜗轮轴内设置有立轴,所述立轴一端穿过蜗轮部且与下刀体齐平,另一端自轴部穿出且端部与发信盘相连,所述发信盘与轴部之间的立轴上依次设置有发信盘套筒、推力球轴承和套筒,所述套筒的一侧通过球头柱塞抵住。
8、作为优选方案,所述上刀体锁紧机构包括定位齿盘和定位圈,所述定位圈安装于定位齿盘内圈,所述定位圈上安装有至少两个反靠销,所述反靠销上安装有定轴承座且反靠销端部设置有挡圈。
9、作为优选方案,所述控制系统采用三菱plc,型号为fx3u-24mr。
10、与现有技术相比,本实用新型的有益效果是:本实用新型通过plc控制,使得工作台能够实现横向和纵向的直线运动,传动平稳;自动回转刀架可以实现刀体锁紧、刀体抬起及自动转位,大大提高工作台和回转刀架的加工效率。
技术特征:
1.一种双坐标数控机床自动回转刀架,其特征在于,包括:
2.根据权利要求1所述的双坐标数控机床自动回转刀架,其特征在于:所述减速传动机构为蜗轮蜗杆减速机,包括相啮合的蜗杆轴与蜗轮轴,所述蜗杆轴通过联轴器与升降电机相连,所述蜗轮轴包括与蜗杆轴相啮合的蜗轮部和与上刀体螺纹连接的轴部。
3.根据权利要求2所述的双坐标数控机床自动回转刀架,其特征在于:所述蜗轮轴内设置有立轴,所述立轴一端穿过蜗轮部且与下刀体齐平,另一端自轴部穿出且端部与发信盘相连,所述发信盘与轴部之间的立轴上依次设置有发信盘套筒、推力球轴承和套筒,所述套筒的一侧通过球头柱塞抵住。
4.根据权利要求1所述的双坐标数控机床自动回转刀架,其特征在于:所述上刀体锁紧机构包括定位齿盘和定位圈,所述定位圈安装于定位齿盘内圈,所述定位圈上安装有至少两个反靠销,所述反靠销上安装有定轴承座且反靠销端部设置有挡圈。
5.根据权利要求1所述的双坐标数控机床自动回转刀架,其特征在于:所述控制系统采用三菱plc,型号为fx3u-24mr。
技术总结
本技术涉及数控机床技术领域,特别涉及一种双坐标数控机床自动回转刀架,包括回转刀架机构、工作台机构和控制系统,所述回转刀架机构包括减速传动机构、锁紧机构,所述减速传动机构的输入端与升降电机相连,所述减速传动机构的输出端与上刀体螺纹连接,所述锁紧机构位于上、下刀体之间;所述工作台机构包括工作台、X轴直线模组、Y轴直线模组和Z轴步进电机,所述Y轴直线模组安装于X轴直线模组上,所述工作台安装于Y轴直线模组上,所述X轴直线模组、Y轴直线模组分别通过X轴步进电机和Y轴步进电机驱动,所述Z轴步进电机的驱动端与模组安装座相连。本技术实现刀体锁紧、刀体抬起及自动转位,大大提高工作台和回转刀架的加工效率。
技术研发人员:曾水生,李岳,王梓榆
受保护的技术使用者:常州固高智能装备技术研究院有限公司
技术研发日:20230818
技术公布日:2024/3/11
- 还没有人留言评论。精彩留言会获得点赞!