一种弯管一体机喷油机构的制作方法
本技术涉及管材加工,更具体地说,尤其涉及一种弯管一体机喷油机构。
背景技术:
1、制冷行业中,散热铜管材是一种常见的制冷配件,主要用于制冷剂的流通,管材在使用前需要进行弯折处理及管端成型处理;弯折处理是将管材弯折成预定形状;管端成型处理是通过夹模将棺材固定,由不同形状规格的冲头一次或多次对管端进行挤压加工,使管口扩大或缩小以满足焊接工艺的要求。但由于散热铜管材具有一定的刚性,对散热铜管材进行弯折和管端成型处理时,散热铜管会受到加工设备对其的摩擦作用,从而容易在弯折处造成开裂或褶皱的问题,影响散热铜管的加工质量,不利于产品的有效生产。
2、目前,通常采用的解决方式是在处理过程中对加工部位覆盖一层润滑油,降低铜管在进行弯折和管端成型时所受到的摩擦力,但现有设备存在润滑油喷射时间长、喷油量较大、喷洒范围不可控的特点,润滑油射流碰撞到散热铜管产生的油雾在造成浪费的同时还会污染工作环境。
3、例如,专利申请号为cn202111426889.6的发明专利公开了一种铜管扩孔加工设备,其是在冲头的上方设置喷油润滑机构,通过喷油润滑机构的喷油头向冲头表面喷淋润滑油以解决管端成型开裂褶皱的问题,但该设备不能够控制每次润滑油的喷射量和喷射时间,无法实现精密定量喷油。
技术实现思路
1、本实用新型的一个目的是解决至少上述问题和/或缺陷,并提供至少后面将说明的优点。
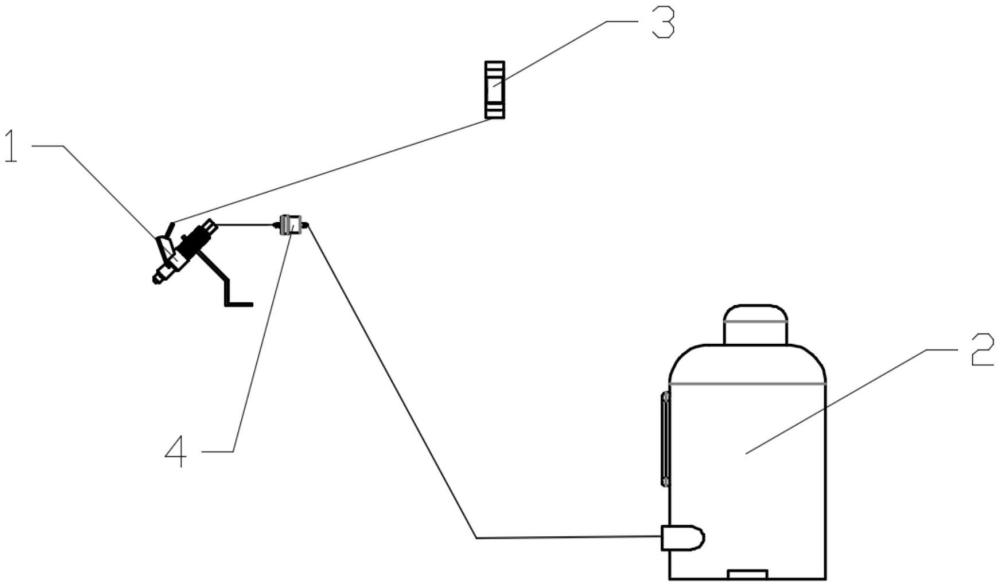
2、为了实现本实用新型的这些目的和其它优点,提供了一种弯管一体机喷油机构,包括:多个喷油嘴,其均固定于弯管一体机上;压力油罐,其出油口通过输油管路分别与所述喷油嘴的进油口相连通;所述喷油嘴为电控喷油嘴,其通过线缆与供油电控机构通信连接。
3、优选的是,所述多个喷油嘴包括:裁切器喷油嘴,其设置在弯管一体机的裁切器上方,所述裁切器喷油嘴的喷头对准裁切器的刀口;
4、前管端夹模喷油嘴,其安装在弯管一体机的裁切器上,所述前管端夹模喷油嘴的喷头对准弯管一体机前管端夹模的夹口处;
5、多个前管端喷油嘴,其设置在弯管一体机的前管端加工组件上方,所述多个前管端喷油嘴的喷头分别对准前管端加工组件的冲头;
6、后管端夹模喷油嘴,其安装在弯管一体机的后管端夹模机构上,所述后管端夹模喷油嘴的喷头对准弯管一体机后管端夹模的夹口处;
7、后管端喷油嘴,其设置在弯管一体机的后管端加工组件上方,所述多个后管端喷油嘴的喷头分别对准后管端加工组件的冲头;
8、弯管区喷油嘴,其设置在弯管一体机的后管端加工组件与弯曲机头之间,所述弯管区喷油嘴的喷头与弯管一体的平移机械手处于同一高度。
9、优选的是,所述供油电控机构为中间继电器,其一端通过线缆与plc控制器相连接,另一端通过多根线缆分别与喷油嘴的信号接口相连接。
10、优选的是,所述输油管路内部靠近喷油嘴的一端设置有过滤网。
11、本实用新型至少包括以下有益效果:
12、本实用新型采用供油电控机构精确控制喷油嘴进行喷油,能够实现润滑油的定点定量喷射,相较于传统喷油方式减少了润滑油的浪费,避免了油雾溅射造成的环境污染。
13、本实用新型的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本实用新型的研究和实践而为本领域的技术人员所理解。
技术特征:
1.一种弯管一体机喷油机构,包括:多个喷油嘴,其均固定于弯管一体机上;压力油罐,其出油口通过输油管路分别与所述喷油嘴的进油口相连通;其特征在于,所述喷油嘴为电控喷油嘴,其通过线缆与供油电控机构通信连接。
2.根据权利要求1所述的弯管一体机喷油机构,其特征在于,所述多个喷油嘴包括:裁切器喷油嘴,其设置在弯管一体机的裁切器上方,所述裁切器喷油嘴的喷头对准裁切器的刀口;
3.根据权利要求1所述的弯管一体机喷油机构,其特征在于,所述供油电控机构为中间继电器,其一端通过线缆与plc控制器相连接,另一端通过多根线缆分别与喷油嘴的信号接口相连接。
4.根据权利要求1所述的弯管一体机喷油机构,其特征在于,所述输油管路内部靠近喷油嘴的一端设置有过滤网。
技术总结
本技术公开了一种弯管一体机喷油机构,包括:多个喷油嘴,其均固定于弯管一体机上;压力油罐,其出油口通过输油管路分别与所述喷油嘴的进油口相连通;所述喷油嘴为电控喷油嘴,其通过通信线缆与供油电控机构通信连接。本技术采用供油电控机构精确控制喷油嘴进行喷油,能够实现润滑油的定点定量喷射,相较于传统喷油方式减少了润滑油的浪费,避免了油雾溅射造成的环境污染。
技术研发人员:潘国军,孔雄伟,明亮,雷文兵
受保护的技术使用者:四川虹新制冷科技有限公司
技术研发日:20230821
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!