一种激光焊定位及焊接工装夹具的制作方法
本技术属于工装夹具,尤其涉及一种激光焊定位及焊接工装夹具。
背景技术:
1、目前市场上四维激光焊接设备,常用变位机作为装夹零件,并使其作为旋转轴,配合配备小型龙门架激光头的三维操作系统,完成四维焊接工作;一般零件装夹在变位机上均可完成激光焊接;但对于小型或微型零件,装夹在变位机上,激光头无法靠近零件,并无法完成激光焊接工作,故需要一种辅助工装夹具。
2、为此,本申请提供了一种激光焊定位及焊接工装夹具来解决激光头无法靠近零件以及焊接问题。
技术实现思路
1、本实用新型实施例的目的在于提供一种激光焊定位及焊接工装夹具,旨在解决上述背景技术中提出的问题。
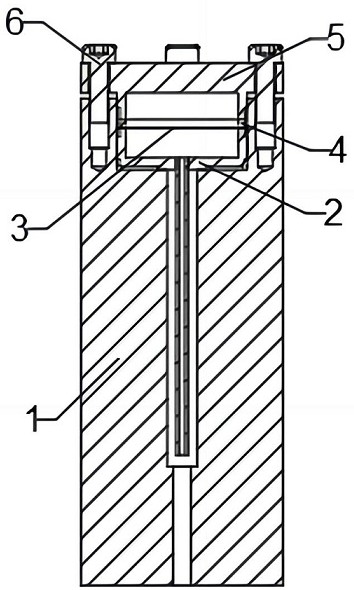
2、本实用新型实施例是这样实现的,一种激光焊定位及焊接工装夹具,包括定位焊夹具一,还包括:
3、所述定位焊夹具一上开设有四个凹槽,所述定位焊夹具一的端部均布有四个螺纹孔一;
4、源盒,所述源盒与定位焊夹具一内设置的内孔间隙配合,且配合间隙在0.03-0.1mm之间;
5、定位焊夹具二,所述定位焊夹具二布置在定位焊夹具一的端部,所述定位焊夹具二上设置有凸台,所述凸台与定位焊夹具一内孔间隙配合,配合间隙在0.03-0.1mm之间,所述定位焊夹具二上开设有与螺纹孔一配合的螺纹孔二,并通过内六角锁紧螺钉进行固定,以便于有效控制源盒焊接零件的装配间隙;
6、焊接夹具,所述焊接夹具布置在源盒的底端,所述焊接夹具的中心开设有盲孔,所述焊接夹具的中间位置还开设有攻丝孔,所述攻丝孔上螺纹连接有气管快速接头;
7、所述焊接夹具端部开设有螺纹孔,所述螺纹孔上安装有内六角锁定螺钉完成对源盒的固定,所述焊接夹具的端部设置有沉孔,其孔径与源盒外径间隙配合。
8、优选地,所述源盒包括设置在定位焊夹具一上的源盒壳体、安装在源盒壳体上的源盒端环;
9、所述源盒壳体的厚度大于沉孔深度;
10、所述源盒端环上安装有源盒钛箔,所述源盒钛箔的厚度为0.03mm。
11、优选地,所述源盒壳体的底端安装有紫铜管,所述紫铜管布置在盲孔内;
12、所述源盒端环与紫铜工装连接。
13、本实用新型实施例提供的一种激光焊定位及焊接工装夹具,具有结构简洁、制作容易、造价低以及操作简单的特点,能有效提高激光焊接小型或微型零件的生产效率,便于广泛推广。
技术特征:
1.一种激光焊定位及焊接工装夹具,包括定位焊夹具一,其特征在于,还包括:
2.根据权利要求1所述的一种激光焊定位及焊接工装夹具,其特征在于,所述源盒包括设置在定位焊夹具一上的源盒壳体、安装在源盒壳体上的源盒端环;
3.根据权利要求2所述的一种激光焊定位及焊接工装夹具,其特征在于,所述源盒壳体的底端安装有紫铜管,所述紫铜管布置在盲孔内;
技术总结
本技术适用于工装夹具技术领域,提供了一种激光焊定位及焊接工装夹具,包括定位焊夹具一,源盒与定位焊夹具一内设置的内孔间隙配合,定位焊夹具二布置在定位焊夹具一的端部,定位焊夹具二上设置有凸台,并通过内六角锁紧螺钉进行固定,焊接夹具布置在源盒的底端,焊接夹具的中心开设有盲孔,焊接夹具的中间位置还开设有攻丝孔,攻丝孔上螺纹连接有气管快速接头,焊接夹具端部开设有螺纹孔完成对源盒的固定,焊接夹具的端部设置有沉孔,其孔径与源盒外径间隙配合;本申请具有结构简洁、制作容易、造价低以及操作简单的特点,能有效提高激光焊接小型或微型零件的生产效率,便于广泛推广。
技术研发人员:王建雨
受保护的技术使用者:威海众合机电科技有限公司
技术研发日:20230821
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!