一种用于五轴数铣加工特殊齿形髓腔锉工装的制作方法
本技术涉及一种用于五轴数铣加工特殊齿形髓腔锉工装,属于医疗器械加工。
背景技术:
1、特殊齿形髓腔锉是用于骨科手术时锉削骨骼、锉平骨断端的一种医疗器械。现有的特殊齿形髓腔锉加工方式为五轴磨床加工,因髓腔锉齿型结构比较特殊,故对磨床要求较高,目前国内能满足此结构加工的磨床多为进口,且国内此种磨床存量过少,导致加工产能低下,成本过高。现有申请号为cn202023316030.3的中国实用新型专利一种髓腔锉加工工装,其公开了在旋转定位盘上设置连接块,在连接块上设置可拆卸固定块的方式进行待加工工件的装夹,该实用新型的缺陷为:只对待加工工件的两端进行装夹,在加工工件的中间位置时,工件难免发生震颤或轻微位移,影响加工件的刚性及产品表面质量,同时该实用新型外形复杂,加工成本高。
技术实现思路
1、根据以上现有技术中的不足,本实用新型要解决的技术问题是:提供一种用于五轴数铣加工特殊齿形髓腔锉工装,将毛坯件固定在数控五轴铣床上,以实现对特殊齿形髓腔锉进行多角度加工的目的,解决数控铣床无法加工的问题,同时本实用新型可保证工件加工时的整体刚性与产品表面质量,结构简单。
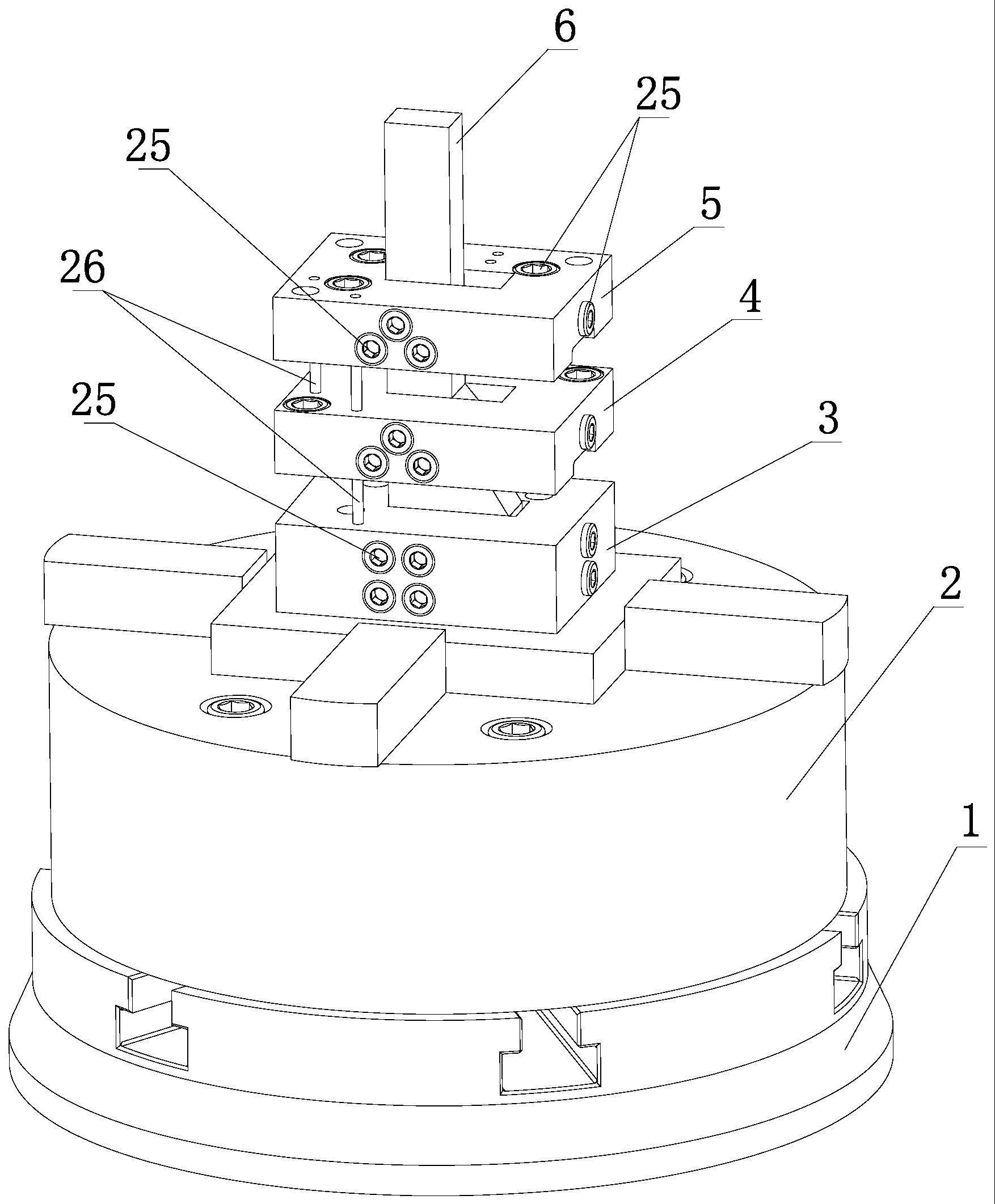
2、本实用新型所述的用于五轴数铣加工特殊齿形髓腔锉工装,包括基体,基体夹持于四爪卡盘上,四爪卡盘下方连接工作台固定座,基体上依次连接主体ⅰ、主体ⅱ,主体ⅰ和主体ⅱ的数量根据加工件高度变化,多块主体ⅰ、主体ⅱ交替叠加设置;基体、主体ⅰ、主体ⅱ均设有矩形通孔,可将毛坯件穿过矩形通孔进行固定。
3、本实用新型的技术方案为,提供一种用于五轴数铣加工特殊齿形髓腔锉工装,可将毛坯件固定在数控五轴铣床上,对特殊齿形髓腔锉进行多角度加工,解决数控铣床无法加工的问题,减少对五轴磨床的依赖。
4、优选的,所述的基体设有夹持层,夹持层上方设有连接层,夹持层与连接层的外形均为长方体,夹持层的长度和宽度均大于上方的连接层,连接层相邻的两个侧面上设有若干螺纹孔a,连接层顶面设有贯穿至基体底面的矩形通孔a,连接层顶面还设有若干螺纹孔b和若干定位销孔a。
5、进一步的,所述的主体ⅰ的长度、宽度尺寸与基体连接层的长度、宽度尺寸相同,主体ⅰ相邻的两个侧面上设有若干螺纹孔c,主体ⅰ顶面设有贯穿至底面的矩形通孔b,主体ⅰ顶面还设有若干螺纹孔d、若干定位销孔b和若干沉孔a;当主体ⅰ上设有螺纹孔c的两侧面与基体上设有螺纹孔a的两侧面对齐后,矩形通孔b与矩形通孔a相对齐,各沉孔a与各螺纹孔b相对齐,各定位销孔b与各定位销孔a相对齐。
6、优选的,所述的主体ⅱ的长度、宽度尺寸与主体ⅰ的长度、宽度尺寸相同,主体ⅱ相邻的两个侧面上设有若干螺纹孔e,主体ⅱ顶面设有贯穿至底面的矩形通孔c,主体ⅱ顶面还设有若干螺纹孔f、若干定位销孔c和若干沉孔b;当主体ⅱ上设有螺纹孔e的两侧面与主体ⅰ上设有螺纹孔c的两侧面对齐后,矩形通孔c与矩形通孔b相对齐,各沉孔b与各螺纹孔d相对齐,各定位销孔c与各定位销孔b相对齐,各螺纹孔f与各沉孔a相对齐。
7、进一步的,所述的主体ⅰ底面设有凹槽a,主体ⅱ底面设有凹槽b,凹槽用于插入工具拆卸工装。
8、所述的沉孔a在放入螺栓后,螺栓头部低于主体ⅰ顶面;沉孔b在放入螺栓后,螺栓头部低于主体ⅱ顶面。
9、本实用新型与现有技术相比所具有的有益效果是:
10、本实用新型所述的用于五轴数铣加工特殊齿形髓腔锉工装,可将毛坯件固定在数控五轴铣床上,实现对特殊齿形髓腔锉进行多角度加工,解决数控铣床无法加工特殊齿形髓腔锉的问题,减少对五轴磨床的依赖;本实用新型可降低对加工机床的品牌及性能要求,提高产能,降低加工成本;同时本实用新型可保证工件加工时的整体刚性与产品表面质量,结构简单。
技术特征:
1.一种用于五轴数铣加工特殊齿形髓腔锉工装,其特征在于,包括基体(3),基体(3)夹持于四爪卡盘(2)上,基体(3)上依次连接主体ⅰ(4)、主体ⅱ(5),多块主体ⅰ(4)、主体ⅱ(5)交替叠加设置;基体(3)、主体ⅰ(4)、主体ⅱ(5)均设有供毛坯件(6)穿过的矩形通孔。
2.根据权利要求1所述的用于五轴数铣加工特殊齿形髓腔锉工装,其特征在于,所述的基体(3)设有夹持层(7),夹持层(7)上方设有连接层(8),夹持层(7)与连接层(8)的外形均为长方体,夹持层(7)的长度和宽度均大于上方的连接层(8),连接层(8)相邻的两个侧面上设有若干螺纹孔a(9),连接层(8)顶面设有贯穿至基体(3)底面的矩形通孔a(10),连接层(8)顶面还设有若干螺纹孔b(11)和若干定位销孔a(12)。
3.根据权利要求2所述的用于五轴数铣加工特殊齿形髓腔锉工装,其特征在于,所述的主体ⅰ(4)的长度、宽度尺寸与基体连接层(8)的长度、宽度尺寸相同,主体ⅰ(4)相邻的两个侧面上设有若干螺纹孔c(13),主体ⅰ(4)顶面设有贯穿至底面的矩形通孔b(14),主体ⅰ(4)顶面还设有若干螺纹孔d(15)、若干定位销孔b(16)和若干沉孔a(17);当主体ⅰ(4)上设有螺纹孔c(13)的两侧面与基体(3)上设有螺纹孔a(9)的两侧面对齐后,矩形通孔b(14)与矩形通孔a(10)相对齐,各沉孔a(17)与各螺纹孔b(11)相对齐,各定位销孔b(16)与各定位销孔a(12)相对齐。
4.根据权利要求3所述的用于五轴数铣加工特殊齿形髓腔锉工装,其特征在于,所述的主体ⅱ(5)的长度、宽度尺寸与主体ⅰ(4)的长度、宽度尺寸相同,主体ⅱ(5)相邻的两个侧面上设有若干螺纹孔e(18),主体ⅱ(5)顶面设有贯穿至底面的矩形通孔c(19),主体ⅱ(5)顶面还设有若干螺纹孔f(20)、若干定位销孔c(21)和若干沉孔b(22);当主体ⅱ(5)上设有螺纹孔e(18)的两侧面与主体ⅰ(4)上设有螺纹孔c(13)的两侧面对齐后,矩形通孔c(19)与矩形通孔b(14)相对齐,各沉孔b(22)与各螺纹孔d(15)相对齐,各定位销孔c(21)与各定位销孔b(16)相对齐,各螺纹孔f(20)与各沉孔a(17)相对齐。
5.根据权利要求1-4任一项所述的用于五轴数铣加工特殊齿形髓腔锉工装,其特征在于,所述的主体ⅰ(4)底面设有用于插入工具拆卸工装的凹槽a(23),主体ⅱ(5)底面设有用于插入工具拆卸工装的凹槽b(24)。
6.根据权利要求4所述的用于五轴数铣加工特殊齿形髓腔锉工装,其特征在于,所述的沉孔a(17)在放入螺栓后,螺栓头部低于主体ⅰ(4)顶面;沉孔b(22)在放入螺栓后,螺栓头部低于主体ⅱ(5)顶面。
技术总结
本技术属于医疗器械加工技术领域,具体涉及一种用于五轴数铣加工特殊齿形髓腔锉工装,包括基体,基体夹持于四爪卡盘上,四爪卡盘下方连接工作台固定座,基体上依次连接主体Ⅰ、主体Ⅱ,主体Ⅰ和主体Ⅱ的数量根据加工件高度变化,多块主体Ⅰ、主体Ⅱ交替叠加设置;基体、主体Ⅰ、主体Ⅱ均设有矩形通孔,可将毛坯件穿过矩形通孔进行固定;本技术可将毛坯件固定在数控五轴铣床上,实现对特殊齿形髓腔锉进行多角度加工,解决数控铣床无法加工特殊齿形髓腔锉的问题,减少对五轴磨床的依赖;本技术可降低对加工机床的品牌及性能要求,提高产能,降低加工成本,同时本技术可保证工件加工时的整体刚性与产品表面质量,结构简单。
技术研发人员:许维东,范志勇,李宝健
受保护的技术使用者:山东新华健康产业有限公司
技术研发日:20230823
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!