一种环焊加工用焊接装置的制作方法
本技术涉及灭火器瓶生产加工设备,具体涉及一种环焊加工用焊接装置。
背景技术:
1、灭火器瓶生产加工过程中,需要对组装好的灭火器瓶进行环焊加工。环焊加工是指对连接缝焊接的同时对灭火器瓶转动,将环形的连接缝充分焊接。
2、目前对灭火器瓶环焊加工时采用的方案是:依据连接缝所在位置调节焊枪枪头位置,焊枪焊接过程中不断驱动灭火器瓶转动。由于灭火器瓶批量焊接过程中,各灭火器瓶连接缝的位置存在细微区别,针对每个灭火器瓶调节焊枪位置十分影响生产效率,而不调节焊枪位置又易影响环焊加工的质量。此外,组装加工后的灭火器瓶具有两个待焊接的连接缝,进一步增大了调节焊枪位置对生产效率的影响。
技术实现思路
1、本实用新型要解决的技术问题是提供一种环焊加工用焊接装置,焊位检测机构检测焊位位置,焊枪安装在焊枪安装机构上,焊枪的工作端与焊位探头处于装夹的灭火器瓶的同一圆截面上,利用焊位检测机构快速将焊枪对应到焊位,从而有效提高了环焊加工效率。
2、为解决上述技术问题,本实用新型所采用的技术方案为:一种环焊加工用焊接装置,包括焊位检测机构、焊枪安装机构和焊枪,所述焊位检测机构设置在灭火器瓶装夹工位的一侧,焊位检测机构包括焊位探头和探头往复驱动件,探头往复驱动件的往复运动部与焊位探头连接并带动焊位探头在检测位和待测位之间移动,所述焊枪安装机构设置在灭火器瓶装夹工位的一侧,焊枪安装机构包括焊枪往复驱动件和焊枪安装件,焊枪安装件上设有焊枪安装位,焊枪设置在焊枪安装位上,焊枪往复驱动件的往复驱动部与焊枪安装件连接并带动焊枪的工作端在焊接位和待焊位之间移动,所述焊接位和检测位位于灭火器瓶的同一圆截面。
3、焊位探头的焊接位和焊枪工作端的焊接位处于灭火器瓶的同一圆截面上,焊位探头检测到焊位时焊枪的工作端也对应处于焊位处,焊枪可快速移动到焊位处,从而有利于提高灭火器瓶的环焊加工效率。
4、进一步的,所述探头往复驱动件的往复运动部与焊位探头之间设有第一翻转轴,第一翻转轴上设有第一驱动端连接部和检测端连接部,焊位探头安装在检测端连接部,探头往复驱动件的往复运动部与第一驱动端连接部铰接,探头往复驱动件的往复运动部通过带动第一翻转轴转动带动焊位探头在检测位和待测位之间移动。
5、进一步的,所述焊枪往复驱动件的往复运动部与焊枪安装件之间设有第二翻转轴,第二翻转轴上设有第二驱动端连接部和焊枪端连接部,焊枪安装件安装在焊枪端连接部,焊枪往复驱动件的往复运动部与第二驱动端连接部铰接,焊枪往复驱动件的往复运动部通过带动第二翻转轴转动带动焊枪的工作端在焊接位和待焊位之间移动。
6、进一步的,所述第一翻转轴和第二翻转轴为同一个,焊位探头处于检测位时焊枪的工作端处于待焊位并且焊枪的工作端处于焊接位时焊位探头处于待测位,所述探头往复驱动件和焊枪往复驱动件为同一个,第一驱动端连接部和第二驱动端连接部为同一个。
7、焊位探头和焊枪被驱动同时移动,焊位探头处于检测位时焊枪的工作端处于待焊位,焊枪的工作端处于焊接位时焊位探头处于待测位,使焊位的检测和焊接有序进行。
8、进一步的,还包括距离调节机构,距离调节机构包括距离调节动力件,距离调节动力件带动焊位检测机构和焊枪安装机构沿与灭火器瓶轴向垂直的方向移动调节。
9、距离调节机构用于调节焊位检测机构和焊枪安装机构的位置,为焊位探头和焊枪提供移动空间。
10、进一步的,还包括轴向调位机构,轴向调位机构包括轴向调位动力件,轴向调位动力件带动焊位检测机构和焊枪安装机构沿灭火器瓶的轴向移动调节。
11、轴向调位机构用于带动焊位检测机构和焊枪安装机构,以便于将焊位探头和焊枪移动到焊位处。
12、进一步的,所述焊枪安装件包括焊枪夹头和调节结构,调节结构包括第一导杆、第二导杆和连接件,第一导杆与焊枪端连接部连接,连接件与第一导杆活动连接并相对第一导杆移动调节,连接件与第二导杆活动连接并相对第二导杆移动调节,焊枪夹头安装在第二导杆上,焊枪夹头上设有焊枪夹持槽,焊枪夹持槽为焊枪安装位。
13、通过调节结构可调节焊枪夹头的位置,使本申请的焊接装置可适配多种规格的焊枪,同时还可根据环焊加工效果对焊枪进行调节以维持最佳环焊效果。
14、进一步的,第一导杆和第二导杆垂直。
15、进一步的,所述焊位探头为接近开关。
16、进一步的,所述焊位探头包括探针和探针安装座,探针安装座上设有至少两个安装孔,安装孔内设有衬套,探针穿过各衬套设置并且探针与探针安装座通过弹性元件连接。
17、与现有技术相比本实用新型具有的有益效果有:
18、1、焊位探头用于检测灭火器瓶表面待焊接的焊位,焊枪的工作端和焊位探头对应处于灭火器瓶的同一圆截面上,焊位探头处于焊位处时焊枪的工作端也对应处于焊位处,焊枪的工作端移动到焊接位时即可对焊位进行焊接加工,在焊位检测机构的作用下焊枪可快速定位到焊位处,从而有效提高了灭火器瓶的环焊加工效率;
19、2、检测端连接部和焊枪端连接部设置在同一个翻转轴上并由同一个往复驱动件驱动,焊位探头安装在检测端连接部,焊枪安装件安装在焊枪端连接部,焊位探头处于检测位时焊枪的工作端处于待焊位并且焊枪的工作端处于焊接位时焊位探头处于待测位,通过一个往复驱动件驱动可实现焊位探头和焊枪同时进行位置变换,焊枪的工作端处于待焊位时焊枪让位使焊位探头处于检测位,焊位探头处于待测位时焊位探头让位使焊枪的工作端处于焊接位,焊枪和焊位探头的工作互不影响,有序进行;
20、3、轴向调位机构可带动焊位检测机构和焊枪安装机构快速移动到灭火器瓶的焊位处,距离调位机构可带动焊位检测机构和焊枪安装机构可为焊位探头和焊枪提供变换位置的空间,轴向调位机构和距离调位机构联动配合可实现灭火器瓶环焊加工的高效有序进行。
技术特征:
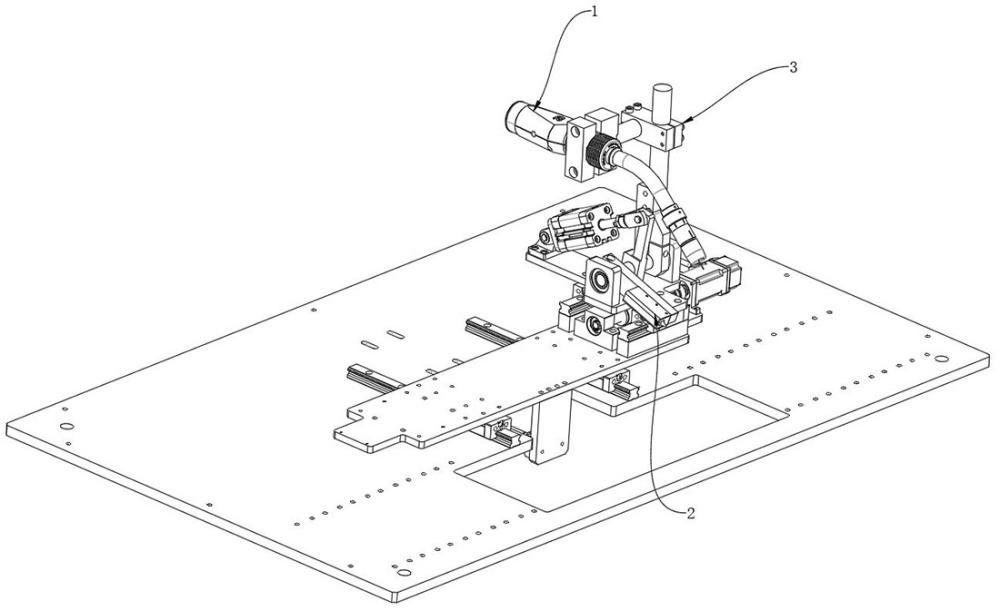
1.一种环焊加工用焊接装置,其特征在于:包括焊位检测机构、焊枪(1)安装机构和焊枪(1),所述焊位检测机构设置在灭火器瓶装夹工位的一侧,焊位检测机构包括焊位探头(2)和探头往复驱动件,探头往复驱动件的往复运动部与焊位探头(2)连接并带动焊位探头(2)在检测位和待测位之间移动,所述焊枪(1)安装机构设置在灭火器瓶装夹工位的一侧,焊枪(1)安装机构包括焊枪往复驱动件和焊枪安装件(3),焊枪安装件(3)上设有焊枪安装位,焊枪(1)设置在焊枪安装位上,焊枪往复驱动件的往复驱动部与焊枪安装件(3)连接并带动焊枪(1)的工作端在焊接位和待焊位之间移动,所述焊接位和检测位位于灭火器瓶的同一圆截面。
2.根据权利要求1所述的一种环焊加工用焊接装置,其特征在于:所述探头往复驱动件的往复运动部与焊位探头(2)之间设有第一翻转轴,第一翻转轴上设有第一驱动端连接部和检测端连接部,焊位探头(2)安装在检测端连接部,探头往复驱动件的往复运动部与第一驱动端连接部铰接,探头往复驱动件的往复运动部通过带动第一翻转轴转动带动焊位探头(2)在检测位和待测位之间移动。
3.根据权利要求2所述的一种环焊加工用焊接装置,其特征在于:所述焊枪往复驱动件的往复运动部与焊枪安装件(3)之间设有第二翻转轴,第二翻转轴上设有第二驱动端连接部和焊枪(1)端连接部,焊枪安装件(3)安装在焊枪(1)端连接部,焊枪往复驱动件的往复运动部与第二驱动端连接部铰接,焊枪往复驱动件的往复运动部通过带动第二翻转轴转动带动焊枪(1)的工作端在焊接位和待焊位之间移动。
4.根据权利要求3所述的一种环焊加工用焊接装置,其特征在于:所述第一翻转轴和第二翻转轴为同一个,焊位探头(2)处于检测位时焊枪(1)的工作端处于待焊位并且焊枪(1)的工作端处于焊接位时焊位探头(2)处于待测位,所述探头往复驱动件和焊枪往复驱动件为同一个,第一驱动端连接部和第二驱动端连接部为同一个。
5.根据权利要求4所述的一种环焊加工用焊接装置,其特征在于:还包括距离调节机构,距离调节机构包括距离调节动力件(4),距离调节动力件(4)带动焊位检测机构和焊枪(1)安装机构沿与灭火器瓶轴向垂直的方向移动调节。
6.根据权利要求5所述的一种环焊加工用焊接装置,其特征在于:还包括轴向调位机构,轴向调位机构包括轴向调位动力件(5),轴向调位动力件(5)带动焊位检测机构和焊枪(1)安装机构沿灭火器瓶的轴向移动调节。
7.根据权利要求1-6任一所述的一种环焊加工用焊接装置,其特征在于:所述焊枪安装件(3)包括焊枪夹头(6)和调节结构,调节结构包括第一导杆(7)、第二导杆(8)和连接件(9),第一导杆(7)与焊枪(1)端连接部连接,连接件(9)与第一导杆(7)活动连接并相对第一导杆(7)移动调节,连接件(9)与第二导杆(8)活动连接并相对第二导杆(8)移动调节,焊枪夹头(6)安装在第二导杆(8)上,焊枪夹头(6)上设有焊枪夹持槽,焊枪夹持槽为焊枪安装位。
8.根据权利要求7所述的一种环焊加工用焊接装置,其特征在于:第一导杆(7)和第二导杆(8)垂直。
9.根据权利要求1-6任一所述的一种环焊加工用焊接装置,其特征在于:所述焊位探头(2)为接近开关。
10.根据权利要求1-6任一所述的一种环焊加工用焊接装置,其特征在于:所述焊位探头(2)包括探针和探针安装座,探针安装座上设有至少两个安装孔,安装孔内设有衬套,探针穿过各衬套设置并且探针与探针安装座通过弹性元件连接。
技术总结
本技术涉及灭火器瓶生产加工设备技术领域,具体涉及一种环焊加工用焊接装置,包括焊位检测机构、焊枪安装机构和焊枪,焊位检测机构的探头往复驱动件驱动焊位探头在检测位和待测位之间移动,焊枪安装在焊枪安装机构上,焊枪安装机构的焊枪往复驱动件驱动焊枪的工作端在焊接位和待焊位之间移动,焊接位和检测位位于灭火器瓶的同一圆截面,焊头检测机构检测到焊位的同时焊枪的工作端同时处于焊位处,焊位探头让位移动到待测位时,焊枪的工作端处于适于对焊位焊接加工的焊接位,焊位检测机构和焊枪安装机构配合可快速实现焊枪的对位,利于提高灭火器瓶环焊加工的效率。
技术研发人员:朱兆杰,孙保定
受保护的技术使用者:河南省绿博能源设备有限公司
技术研发日:20230824
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!