一种散热器水室加水口座铆压工装的制作方法
本技术涉及散热器水室组装,特别涉及一种散热器水室加水口座铆压工装。
背景技术:
1、目前,摩托车发动机用散热器水室的加水口座与水室本体之间的连接通常都是采用钎焊的方式进行连接的,但在钎焊之前需要先通过扣压和点焊先将两者连接在一起,点焊的缺点是设备昂贵,连接费用高,很难连接多层板件以及有镀层的板件或铝、铜及不锈钢板件、而对喷漆板件、不同材质板件、厚度差异过大板件以及中间有夹层的板件则无法连接。同时,点焊连接破坏了板件表面镀层,会产生热变形。并且对连接加工过程中的所有不可靠因素无法进行无损伤的自动检测。
2、此外,采用传统的连接方法,单件连接成本过高,如在铆接或螺纹连接方法中,准备工作加上相应的输送以及零配件成本,就会造成很高的费用。
技术实现思路
1、本实用新型的目的在于提供一种散热器水室加水口座铆压工装,通过巧妙设计的铆压工装实现加水口座与水室之间的密封铆压,以解决目前点焊存在的问题。
2、为解决上述技术问题,本实用新型提供了一种散热器水室加水口座铆压工装,包括工装底板,
3、在所述工装底板上设置:
4、加水口支撑座,用于装载待铆压的加水口座;
5、水室支撑架,所述水室支撑架设置于所述加水口支撑座上方,用于装载待铆压的水室;
6、在所述工装底板上方还设置有铆压压头组件,所述铆压压头组件从上至下运动将加水口座与水室铆压连接。
7、优选的,所述加水口支撑座可拆卸地安装于倒t型块中,用于定位放置所述待铆压的加水口座。
8、优选的,所述水室支撑架位u型架,设置于所述加水口支撑座一侧上方,将待铆压的水室设置于所述加水口座上方。
9、优选的,所述铆压压头组件设置于所述水室支撑架同侧,在压力机的作用下从下至下将加水口座与水室铆压连接。
10、优选的,所述铆压压头组件包括冲头和铆压连杆,所述铆压连杆一端与压力机连接,另一端连接冲头,所述冲头伸入所述水室内部将加水口座撑开,将其与水室铆压连接。
11、优选的,所述冲头为锥形冲头,且所述冲头的直径沿铆压方向逐渐减小。
12、优选的,所述冲头侧壁设置有多条凸棱,当所述冲头与所述加水口座的内壁接触时,将所述加水口座的侧壁向外撑开相应的凸槽,使其与水室(200)铆压连接。
13、优选的,所述工装底板上还设置有装夹组件,所述装夹组件包括z型支撑板、快速夹具以及夹头,所述快速夹具安装于所述z型支撑板上,并推动所述夹头朝向所述水室方向运动,从而将水室压紧固定在所述水室支撑架上。
14、优选的,所述夹头与所述快速夹具连接的一端为螺纹杆,通过旋拧能够调节所述夹头对所述水室的压紧力。
15、与现有技术相比,本实用新型的有益效果是:
16、该散热器水室加水口座铆压工装能够将摩托车发动机用散热器水室的加水口座与水室本体密封铆接,与传统的点焊相比,具有以下优点:1.连接点牢固可靠;2.没有原料消耗和不需要辅助材料;3.超越了金属材质局限和厚度局限;4.可以形成圆点和矩形点连接;5.连接区域没有热应力;6.不会损伤工件表面的保护层;7.不需要预先或事后处理,允许有夹层和多层连接;8.工作环境好,没有灰尘毒烟排放,没有噪音;9.操作简单、消耗低、维修费少;10.对板件表面无任何要求,连接点处板件表面原有的镀层、漆层不受损伤。连接过程自动化程度高,可单点或多点同时连接,能进行无损伤连接强度检测及全过程自动监控,生产效率更高。
技术特征:
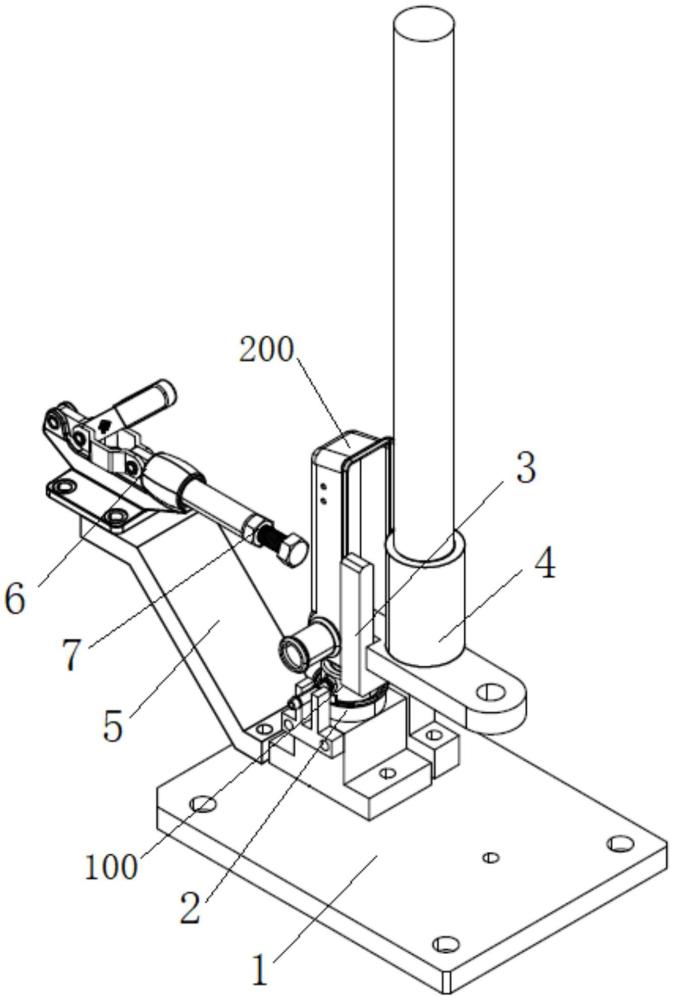
1.一种散热器水室加水口座铆压工装,其特征在于,包括工装底板(1),
2.如权利要求1所述的一种散热器水室加水口座铆压工装,其特征在于,所述加水口支撑座(2)可拆卸地安装于倒t型块中,用于定位放置所述待铆压的加水口座(100)。
3.如权利要求2所述的一种散热器水室加水口座铆压工装,其特征在于,所述水室支撑架(3)为u型架,设置于所述加水口支撑座(2)一侧上方,将待铆压的水室(200)设置于所述加水口座(100)上方。
4.如权利要求1所述的一种散热器水室加水口座铆压工装,其特征在于,所述铆压压头组件(4)包括冲头(41)和铆压连杆(42),所述铆压连杆(42)一端与压力机连接,另一端连接冲头(41),所述冲头(41)伸入所述水室(200)内部将加水口座(100)撑开,将其与水室(200)铆压连接。
5.如权利要求4所述的一种散热器水室加水口座铆压工装,其特征在于,所述冲头(41)为锥形冲头,且所述冲头(41)的直径沿铆压方向逐渐减小。
6.如权利要求5所述的一种散热器水室加水口座铆压工装,其特征在于,所述冲头(41)侧壁设置有多条凸棱(411),当所述冲头(41)与所述加水口座(100)的内壁接触时,将所述加水口座(100)的侧壁向外撑开相应的凸槽,使其与水室(200)铆压连接。
7.如权利要求1所述的一种散热器水室加水口座铆压工装,其特征在于,所述工装底板(1)上还设置有装夹组件,所述装夹组件包括z型支撑板(5)、快速夹具(6)以及夹头(7),所述快速夹具(6)安装于所述z型支撑板(5)上,并推动所述夹头(7)朝向所述水室(200)方向运动,从而将水室(200)压紧固定在所述水室支撑架(3)上。
8.如权利要求7所述的一种散热器水室加水口座铆压工装,其特征在于,所述夹头(7)与所述快速夹具(6)连接的一端为螺纹杆,通过旋拧能够调节所述夹头(7)对所述水室(200)的压紧力。
技术总结
本技术公开一种散热器水室加水口座铆压工装,包括工装底板,在所述工装底板上设置:加水口支撑座,用于装载待铆压的加水口座;水室支撑架,所述水室支撑架设置于所述加水口支撑座上方,用于装载待铆压的水室;在所述工装底板上方还设置有铆压压头组件,所述铆压压头组件从上至下运动将加水口座与水室铆压连接。该散热器水室加水口座铆压工装能够将摩托车发动机用散热器水室的加水口座与水室本体密封铆接,与传统的点焊相比,无需考虑部件的材质,同时铆接的效率大大高于焊接,从而提高生产效率。
技术研发人员:张一平,卢志强,张志坚
受保护的技术使用者:江苏金胜热能技术有限公司
技术研发日:20230825
技术公布日:2024/4/29
- 还没有人留言评论。精彩留言会获得点赞!