铁芯入轴压装机的制作方法
本技术涉及电机组装,具体涉及一种铁芯入轴压装机。
背景技术:
1、电机(俗称“马达”)是指依据电磁感应定律实现电能转换或传递的一种电磁装置。
2、电机转子在制造的过程中,需要将转轴与铁芯进行装配,若采用人工装配,需要人工字形区分转轴和铁芯的正反方向,再放在工位上通过压机进行压装,但人工区分转轴和铁芯的正反面劳动强度大,并且人工放置在工位上的过程中,铁芯和转轴容易放置不到位导致产品不合格。
技术实现思路
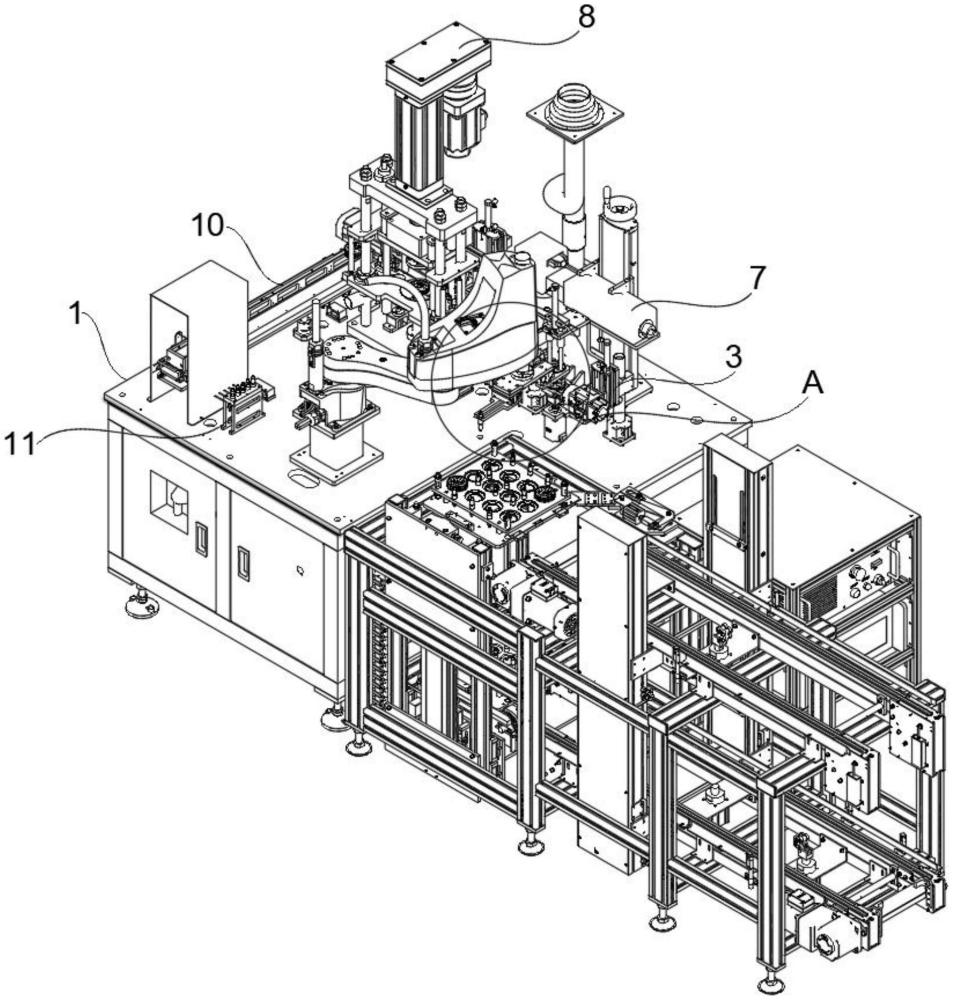
1、本实用新型旨在至少在一定程度上解决相关技术中的技术问题之一。为此,本实用新型的一个目的在于提出一种铁芯入轴压装机,包括:
2、工作台;
3、夹取机构,所述夹取机构设于所述工作台上,以适于夹取第一工件和第二工件,且所述夹取机构在工作台上可多轴活动;
4、矫正机构,所述矫正机构设于所述工作台上,并以对第一工件进行矫正定位,且所述矫正机构对第一工件可翻转或旋转;
5、第一固定板,所述第一固定板与所述矫正机构间隔设置,所述第一固定板的顶部设有监视器,所述监视器的拍摄端朝向所述矫正机构设置,以对第一工件进行拍照检测;
6、装夹机构,所述装夹机构设于所述第一固定板上,并以对第二工件可夹紧翻转;
7、标记机构,所述标记机构与所述第一固定板间隔设置,所述标记机构可沿所述工作台的长度方向可滑动,以带动第一工件在所述工作台上移动并打标;
8、压装机构,所述压装机构与所述标记机构间隔设置,所述压装机构沿垂直方向可移动,移动第一工件和第二工件进行压制组装为成品;
9、取件机构,所述取件机构间隔设于所述压装机构的后端,且所述取件机构沿所述工作台上的长度方向可移动,以对所述压装机构内的成品进行取件输送。
10、优选的,所述夹取机构包括:
11、多轴机械臂,所述多轴机械臂的一端设于所述工作台上;
12、两个第一夹爪,两个所述第一夹爪设于所述多轴机械臂的另一端。
13、优选的,所述矫正机构包括:
14、电机,所述电机设于所述工作台上;
15、第一工位,所述第一工位与所述电机的传动轴连接;
16、固定架,所述固定架设于所述工作台上,并与所述电机间隔设置;
17、气杆,所述气杆设于所述固定架的一端,且所述气杆与所述电机设于同一垂直位置;
18、探测针,所述探测针设于所述气杆的传动端。
19、优选的,所述矫正机构还包括:
20、第一丝杆模组,所述第一丝杆模组垂直设于所述固定架的另一端;
21、第一翻转夹爪,所述第一翻转夹爪与所述第一丝杆模组连接。
22、优选的,所述标记机构包括:
23、安装架;
24、定位孔,所述定位孔设于所述安装架的顶部;
25、打标机,所述打标机设于所述定位孔上;
26、第二丝杆模组,所述第二丝杆模组设于所述安装架内的底部,并沿所述工作台的长度方向可移动;
27、第二工位,所述第二工位与所述第二丝杆模组连接。
28、优选的,所述压装机构包括:
29、底板;
30、第三工位,所述第三工位设于所述底板上,以适于放置第二工件;
31、传感器,所述传感器设于所述底板上,并与所述第三工位间隔设置;
32、两个第一滑杆,两个所述第一滑杆设于所述底板的一端,且两个所述第一滑杆间隔设于所述底板的一端;
33、两个第二滑杆,两个所述第二滑杆设于所述底板的另一端,且两个所述第二滑杆间隔设于所述底板的另一端。
34、优选的,所述压装机构还包括:
35、滑动板,所述滑动板套设于所述第一滑杆和所述第二滑杆上;
36、第四工位,所述第四工位设于所述滑动板上;
37、第二固定板,所述第二固定板套设于所述第一滑杆上;
38、第三固定板,所述第三固定板套设于所述第二滑杆上;
39、第一弹簧,所述第一弹簧设于所述滑动板的一端,且所述第一弹簧的一端与所述滑动板连接,所述第一弹簧的另一端与所述第二固定板连接;
40、第二弹簧,所述第二弹簧设于所述滑动板的另一端,且所述第二弹簧的一端与所述滑动板连接,所述第二弹簧的另一端与所述第三固定板连接。
41、优选的,所述压装机构还包括:
42、多个支撑杆,多个所述支撑杆设于所述滑动板上,并间隔设于所述第四工位侧外周面;
43、连接板,所述连接板设于多个所述支撑杆上;
44、安装板,所述安装板设于所述第一滑杆和所述第二滑杆的顶部;
45、第一气缸,所述第一气缸设于所述安装板上,所述第一气缸的传动端与所述安装板连接,且所述第一气缸的传动端延伸至所述安装板的底部;
46、压块,所述压块与所述第一气缸的传动端连接。
47、优选的,所述取件机构包括:
48、第三丝杆模组,所述第三丝杆模组设于所述工作台上,并沿所述工作台的长度方向可移动;
49、第二气缸,所述第二气缸与所述第三丝杆模组连接;
50、第二夹爪,所述第二夹爪与所述第二气缸的传动端连接。
51、优选的,所述工作台上设有传送带和物料架,所述传送带与所述取件机构间隔设置,所述传送带沿工作台的宽度方向设置,所述物料架间隔设于所述传送带的侧面。
52、本实用新型的上述方案至少包括以下有益效果:
53、夹取机构将第一工件和第二工件夹取,并将第一工件放在矫正机构上,再由监视器拍照检测第一工件的位置是否准确,若第一工件的位置有误,则矫正机构将工件进行翻转或旋转,以使工件达到正确的加工位置;
54、夹取机构将第二工件放在装夹机构上,若第二工件的拜访位置有误,则装夹机构将第二工件翻转180度;
55、当第一工件矫正完成后,夹取机构将第一工件放在标记机构内,标记机构对第一工件进行打标;打标完成后夹取机构将第一工件和第二工件放在压装机构上,压装机构将第二工件压制在第一工件内;当第一工件和第二工件压制组装为成品后,取件机构移动至压装机构处并将成品取出;
56、上述的第一工件为铁芯,第二工件为转轴,通过夹取机构、矫正机构、监视器、装夹机构、打标机够、压装机构和期间机构完成对铁芯和转轴自动化组装,加快了工作效率。
57、本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
技术特征:
1.铁芯入轴压装机,其特征在于,包括:
2.根据权利要求1所述的铁芯入轴压装机,其特征在于,所述夹取机构包括:
3.根据权利要求1所述的铁芯入轴压装机,其特征在于,所述矫正机构包括:
4.根据权利要求3所述的铁芯入轴压装机,其特征在于,所述矫正机构还包括:
5.根据权利要求1所述的铁芯入轴压装机,其特征在于,所述标记机构包括:
6.根据权利要求1所述的铁芯入轴压装机,其特征在于,所述压装机构包括:
7.根据权利要求6所述的铁芯入轴压装机,其特征在于,所述压装机构还包括:
8.根据权利要求7所述的铁芯入轴压装机,其特征在于,所述压装机构还包括:
9.根据权利要求1所述的铁芯入轴压装机,其特征在于,所述取件机构包括:
10.根据权利要求1所述的铁芯入轴压装机,其特征在于,所述工作台上设有传送带和物料架,所述传送带与所述取件机构间隔设置,所述传送带沿工作台的宽度方向设置,所述物料架间隔设于所述传送带的侧面。
技术总结
本技术公开了铁芯入轴压装机,包括:工作台;矫正机构,矫正机构设于工作台上,并以对第一工件进行矫正定位,且矫正机构对第一工件可翻转或旋转;第一固定板,第一固定板与矫正机构间隔设置,第一固定板的顶部设有监视器,监视器的拍摄端朝向矫正机构设置,以对第一工件进行拍照检测;装夹机构,装夹机构设于第一固定板上,并以对第二工件可夹紧翻转;标记机构,标记机构与第一固定板间隔设置,标记机构可沿工作台的长度方向可滑动,以带动第一工件在工作台上移动并打标;压装机构,压装机构与标记机构间隔设置,压装机构沿垂直方向可移动,移动第一工件和第二工件进行压制组装为成品。
技术研发人员:魏鑫,周华国,廖建勇
受保护的技术使用者:深圳市合利士智能装备有限公司
技术研发日:20230825
技术公布日:2024/2/21
- 还没有人留言评论。精彩留言会获得点赞!