张减机架的镗孔加工工装的制作方法
本技术涉及一种张减机架的镗孔加工工装。
背景技术:
1、参见授权公告号为cn212944648u的专利文献,张减机架上设置三个轧辊。
2、张减机架(下称工件)加工时,需要加工三个轧辊孔,每个轧辊孔对应一个轧辊。
3、参见图1,三个轧辊孔的轴线分别为直线l1、l2、l3,如果使用普通的镗床加工,三个孔分别加工一次,这样就需要定位工件三次,比较麻烦。
技术实现思路
1、本实用新型要解决的技术问题:如何设计出一种张减机架的镗孔加工工装,方便张减机架加工轧辊孔。
2、本实用新型的技术方案具体为:
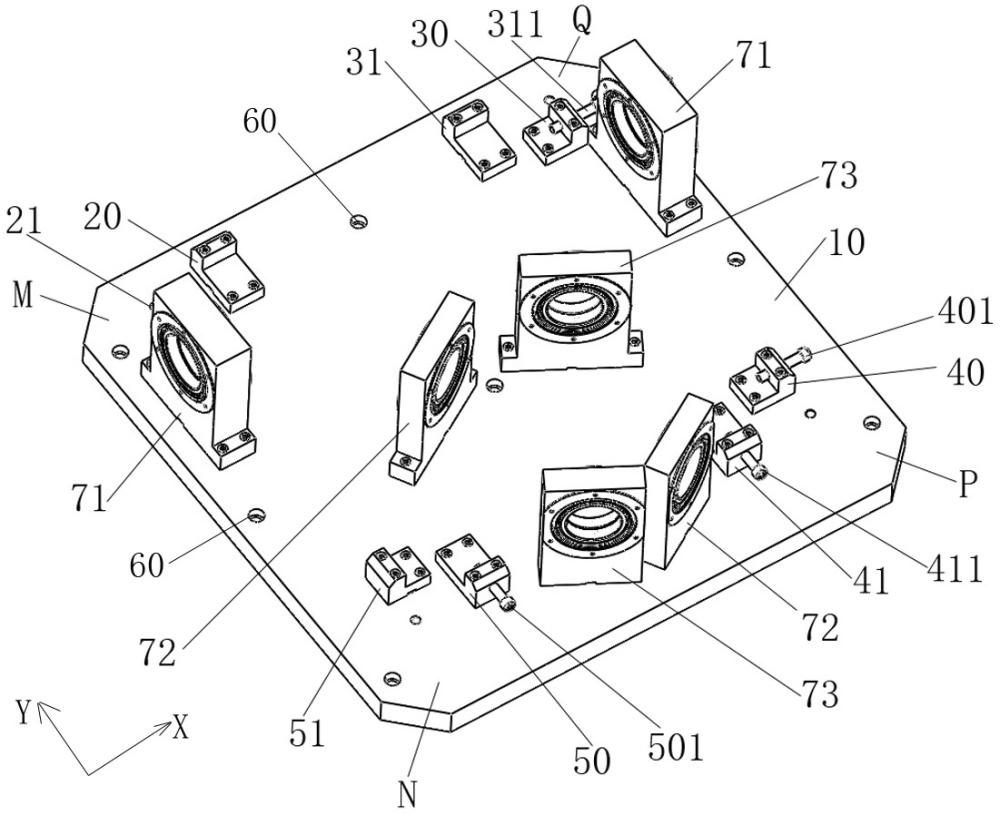
3、一种张减机架的镗孔加工工装,包括矩形的底板,底板上固定三组轴承固定块,每组轴承固定块包括两个,该三组轴承固定块分别对应三个轧辊孔的轴线, 每个轴承固定块内设有一个轴承;底板的四个角部依次为m角部、n角部、p角部、q角部;m角部设有m角x轴定位块、m角y轴定位块,m角x轴定位块与m角y轴定位块均固定在底板上;n角部设有n角x轴定位块、n角y轴定位块,n角x轴定位块与n角y轴定位块均固定在底板上,n角y轴定位块的螺孔内设有水平螺栓a;p角部设有p角x轴定位块、p角y轴定位块,p角x轴定位块与p角y轴定位块均固定在底板上,p角x轴定位块的螺孔内设有水平螺栓b,y轴定位块的螺孔内设有水平螺栓c;q角部设有q角x轴定位块、q角y轴定位块,q角x轴定位块与q角y轴定位块均固定在底板上,q角y轴定位块的螺孔内设有水平螺栓d;水平螺栓d与水平螺栓b位于x轴方向,水平螺栓c与水平螺栓a位于y轴方向;底板上设有多个螺孔。
4、所述定位块均为l型板,横板用来固定底板,竖板用来对工件定位。
5、两个轴承固定块a均位于工件的外侧,一个轴承固定块b与轴承固定块c均位于工件的外侧,另一个轴承固定块b与轴承固定块c均位于工件的内侧。
6、相对于现有技术,本实用新型的技术效果为,本实用新型设有x轴、y轴定位块,能将工件固定在工装上,通过穿设在轴承固定块上的镗刀杆驱动镗刀加工轧辊孔,非常方便。
技术特征:
1.张减机架的镗孔加工工装,包括矩形的底板(10),底板(10)上三组轴承固定块,每组轴承固定块包括两个,该三组轴承固定块分别对应三个轧辊孔的轴线, 每个轴承固定块内设有一个轴承;
2.如权利要求1所述的张减机架的镗孔加工工装,其特征在于:所述定位块均为l型板,横板用来固定底板(10),竖板用来对工件定位。
3.如权利要求2所述的张减机架的镗孔加工工装,其特征在于:两个轴承固定块a(71)均位于工件的外侧,一个轴承固定块b(72)与轴承固定块c(73)均位于工件的外侧,另一个轴承固定块b(72)与轴承固定块c(73)均位于工件的内侧。
技术总结
一种张减机架的镗孔加工工装,包括矩形的底板,底板上固定三组轴承固定块,每组轴承固定块包括两个,该三组轴承固定块分别对应三个轧辊孔的轴线,每个轴承固定块内设有一个轴承;底板的四个角部依次为M角部、N角部、P角部、Q角部;M角部设有M角X轴定位块、M角Y轴定位块,M角X轴定位块与M角Y轴定位块均固定在底板上;N角部设有N角X轴定位块、N角Y轴定位块。相对于现有技术,本技术的技术效果为,本技术设有X轴、Y轴定位块,能将工件固定在工装上,通过穿设在轴承固定块上的镗刀杆驱动镗刀加工轧辊孔,非常方便。
技术研发人员:郝云峰,杨雄飞,郭朝杰
受保护的技术使用者:河南凤宝重工科技有限公司
技术研发日:20230825
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!