一种摩擦焊接设备的制作方法
本技术涉及铜端子和铝管加工,具体为一种摩擦焊接设备。
背景技术:
1、用于线缆与用电设备连接的铜铝接线端子包括铜端子和铝管,在生产电接件时,需要将铜端子安装在铝管上。用于连接铜端子和铝棒的方法较多,包括摩擦焊、爆炸焊、电阻焊、钎焊等。
2、常常利用摩擦焊接的方式固定铜端子和铝管。连接在一起的铜端子和铝管还需进行倒角和去焊疤处理,倒角所用的倒角机和去疤痕所使用的车床,以及焊接设备分离放置,为了完成焊接、去疤痕和倒角等工序,需要工作人员过多介入,转移和输送铜端子和铝管连接件,效率较低,且劳动强度大。
技术实现思路
1、本实用新型的目的在于提供一种摩擦焊接设备,旨在改善铜端子和铝管进行焊接、倒角和去疤痕处理效率较低,劳动强度大的问题。
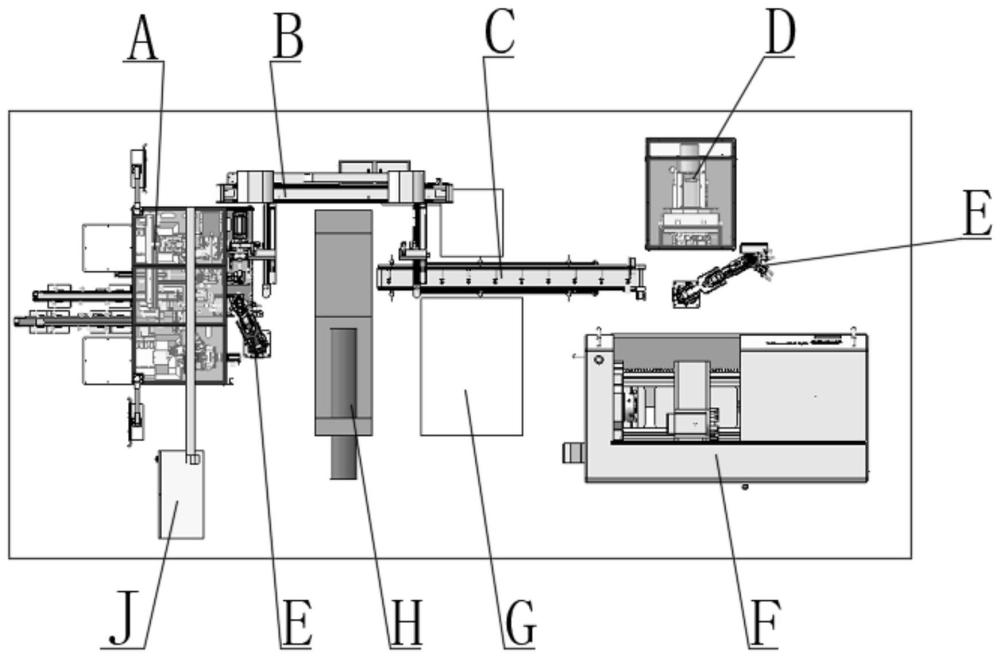
2、本实用新型是这样实现的:一种摩擦焊接设备,包括铜铝平面机、三轴机械手、主流水线、倒角机、六轴机械手、数控车床和摩擦焊接机,铜铝平面机、摩擦焊接机平行设置,摩擦焊接机的端部设置有三轴机械手,远离铜铝平面机的一侧设置有主流水线和液压站,液压站设置在主流水线的侧边,三轴机械手相邻主流水线设置,倒角机和数控车床设置在主流水线远离摩擦焊接机的一侧,六轴机械手设置有两台,一台六轴机械手设置在倒角机和数控车床之间,另一台设置在摩擦焊接机靠近铜铝平面机的一侧。
3、优选的,铜铝平面机包括箱体、铝棒上料线和铜端子上料线,铝棒上料线和铜端子上料线平行贯穿箱体的同一侧壁设置;在铝棒上料线的侧边设置有铝棒端面动力头、插芯结构、铝棒四轴机械手和拔芯结构,铝棒端面动力头和插芯结构平行设置在铝棒上料线的端部,端部设置有铝棒移载结构,拔芯结构和铝棒端面动力头之间设置有铝棒四轴机械手;在铜端子上料线的侧边设置有铜端子端面动力头、铜端子四轴机械手和铜端子定位结构,铜端子四轴机械手位于端面动力头和铜端子定位结构之间。
4、优选的,铝棒上料线包括支架、输送带和到位传感器,输送带设置在支架的上端,到位传感器设置在输送带的端部;铜端子上料线也包括支架、输送带、到位传感器和错位气缸,到位传感器和错位气缸位于输送带的同一端。
5、优选的,铝棒移载结构包括支架、移载伺服电机、升降伺服、平移气缸、夹爪气缸和推缸,移载伺服电机设置在支架上,端部设置有螺纹杆,螺纹杆上螺纹套设有移动架,升降伺服安装在移动架上,下端设置有平移气缸,平移气缸的下方设置有夹爪气缸,夹爪气缸的侧边设置有推缸。
6、优选的,插芯结构包括底板、平移气缸、推缸、夹具识别传感器和芯棒检测传感器,推缸、夹具识别传感器和芯棒检测传感器均设置在同一块滑板上,滑板与平移气缸的输出端连接。
7、优选的,铝棒端面动力头包括夹紧气缸和电机,铜端子端面动力头也包括夹紧气缸和电机,在端面动力头的侧边均设置刀具。
8、优选的,拔芯结构包括拔芯气缸、插销气缸、产品检测传感器、工装识别传感器、夹紧气缸、芯棒识别传感器和夹芯棒气缸,拔芯结构输出端设置插销气缸和夹芯棒气缸,插销气缸和夹芯棒气缸配合夹持有插销棒,插销棒侧边正对设置有工装,工装的侧边设置有夹紧气缸,夹紧气缸的侧边设置有产品检测传感器,在插销气缸和夹芯棒气缸的侧边设置有芯棒检测传感器。
9、优选的,铜铝移载结构包括平移气缸、产品检测传感器和托置架,托置架设置在平移气缸的端部,产品检测传感器设置在托置架的侧边。
10、优选的,铜端子进给结构包括平移伺服电机、夹紧气缸、平移气缸和夹紧结构,平移伺服电机的输出端设置有滑动板,滑动板上设置有夹紧气缸和平移气缸,平移气缸的输出端通过夹具设置有刀具,夹紧气缸控制夹紧结构工作。
11、与现有技术相比,本实用新型的有益效果是:
12、1、本实用新型的设置改变了因铜铝平面机、摩擦焊接机、数控车床和倒角机分离设置需要人工过多参与影响加工效率以及劳动强度较大的现状。
13、2、本实用新型设置铜铝平面机,实现对铜端子和铝棒端面的平整处理,便于通过摩擦焊接完成连接。
14、3、本实用新型在铝棒(铝管)内插入芯棒(插销棒),避免铝棒(铝管)在端面加工中形变,影响摩擦焊接处理。
技术特征:
1.一种摩擦焊接设备,其特征在于,包括铜铝平面机(a)、三轴机械手(b)、主流水线(c)、倒角机(d)、六轴机械手(e)、数控车床(f)和摩擦焊接机(h),所述铜铝平面机(a)、摩擦焊接机(h)平行设置,所述摩擦焊接机(h)的端部设置有三轴机械手(b),远离铜铝平面机(a)的一侧设置有主流水线(c)和液压站(g),所述液压站(g)设置在主流水线(c)的侧边,所述三轴机械手(b)相邻主流水线(c)设置,所述倒角机(d)和数控车床(f)设置在主流水线(c)远离摩擦焊接机(h)的一侧,所述六轴机械手(e)设置有两台,一台所述的六轴机械手(e)设置在倒角机(d)和数控车床(f)之间,另一台设置在摩擦焊接机(h)靠近铜铝平面机(a)的一侧。
2.根据权利要求1所述的一种摩擦焊接设备,其特征在于,所述铜铝平面机(a)包括箱体、铝棒上料线(8)和铜端子上料线(9),所述铝棒上料线(8)和铜端子上料线(9)平行贯穿箱体的同一侧壁设置;在所述铝棒上料线(8)的侧边设置有铝棒端面动力头(6)、插芯结构(7)、铝棒四轴机械手(4)和拔芯结构(3),所述铝棒端面动力头(6)和插芯结构(7)平行设置在铝棒上料线(8)的端部,端部设置有铝棒移载结构(5),所述拔芯结构(3)和铝棒端面动力头(6)之间设置有铝棒四轴机械手(4);在所述铜端子上料线(9)的侧边设置有铜端子端面动力头(10)、铜端子四轴机械手(11)和铜端子定位结构(12),所述铜端子四轴机械手(11)位于铜端子端面动力头(10)和铜端子定位结构(12)之间,在箱体的边缘设置有铜铝移载结构(1)。
3.根据权利要求2所述的一种摩擦焊接设备,其特征在于,所述铝棒上料线(8)包括支架、输送带和到位传感器(81),所述输送带设置在支架的上端,所述到位传感器(81)设置在输送带的端部;所述铜端子上料线(9)也包括支架、输送带、到位传感器(81)和错位气缸(91),所述到位传感器(81)和错位气缸(91)位于输送带的同一端。
4.根据权利要求2所述的一种摩擦焊接设备,其特征在于,所述铝棒移载结构(5)包括支架、移载伺服电机(51)、升降伺服(52)、平移气缸(53)、夹爪气缸(54)和推缸(55),所述移载伺服电机(51)设置在支架上,端部设置有螺纹杆,所述螺纹杆上螺纹套设有移动架,所述升降伺服(52)安装在移动架上,下端设置有平移气缸(53),所述平移气缸(53)的下方设置有夹爪气缸(54),所述夹爪气缸(54)的侧边设置有推缸(55)。
5.根据权利要求2所述的一种摩擦焊接设备,其特征在于,所述插芯结构(7)包括底板、平移气缸(53)、推缸(55)、夹具识别传感器(72)和芯棒检测传感器(73),所述推缸(55)、夹具识别传感器(72)和芯棒检测传感器(73)均设置在同一块滑板上,所述滑板与平移气缸(53)的输出端连接。
6.根据权利要求2所述的一种摩擦焊接设备,其特征在于,所述铝棒端面动力头(6)包括夹紧气缸(61)和动力电机(62),所述铜端子端面动力头(10)也包括夹紧气缸(61)和动力电机(62),在铜端子端面动力头(10)的侧边均设置刀具。
7.根据权利要求2所述的一种摩擦焊接设备,其特征在于,所述拔芯结构(3)包括拔芯气缸(31)、插销气缸(32)、产品检测传感器(33)、工装识别传感器(35)、夹紧气缸(61)、芯棒识别传感器和夹芯棒气缸(37),所述拔芯结构(3)输出端设置插销气缸(32)和夹芯棒气缸(37),所述插销气缸(32)和夹芯棒气缸(37)配合夹持有插销棒,所述插销棒侧边正对设置有工装,工装的侧边设置有夹紧气缸(61),所述夹紧气缸(61)的侧边设置有产品检测传感器(33),在所述插销气缸(32)和夹芯棒气缸(37)的侧边设置有芯棒检测传感器(73)。
8.根据权利要求2所述的一种摩擦焊接设备,其特征在于,所述铜铝移载结构(1)包括平移气缸(53)、产品检测传感器(33)和托置架,所述托置架设置在平移气缸(53)的端部,所述产品检测传感器(33)设置在托置架的侧边。
9.根据权利要求2所述的一种摩擦焊接设备,其特征在于,还包括铜端子进给结构(13),铜端子进给结构(13)包括平移伺服电机(134)、夹紧气缸(61)、平移气缸(53)和夹紧结构(131),所述平移伺服电机(134)的输出端设置有滑动板,所述滑动板上设置有夹紧气缸(61)和平移气缸(53),所述平移气缸(53)的输出端通过夹具设置有刀具,所述夹紧气缸(61)控制夹紧结构(131)工作。
技术总结
本技术公开了一种摩擦焊接设备,包括铜铝平面机、三轴机械手、主流水线、倒角机、六轴机械手、数控车床和摩擦焊接机,所述铜铝平面机、摩擦焊接机平行设置,所述摩擦焊接机的端部设置有三轴机械手,远离铜铝平面机的一侧设置有主流水线和液压站,所述液压站设置在主流水线的侧边,所述三轴机械手相邻主流水线设置,所述倒角机和数控车床设置在主流水线远离摩擦焊接机的一侧,所述六轴机械手设置有两台,一台所述的六轴机械手设置在倒角机和数控车床之间;本技术本技术的设置改变了因铜铝平面机、摩擦焊接机、数控车床和倒角机分离设置需要人工过多参与影响加工效率以及劳动强度较大的现状。
技术研发人员:王岩
受保护的技术使用者:汝岩(上海)自动化科技有限公司
技术研发日:20230829
技术公布日:2024/4/29
- 还没有人留言评论。精彩留言会获得点赞!