冲压成型装置的制作方法
本技术涉及一种冲压成型装置。
背景技术:
1、公知有一种一边输送被加工材料一边在多个部位(多个加工台)利用上加工模具和下加工模具将该被加工材料冲压加工成规定形状的所谓的连续动作型冲压成型装置。在这样的连续动作型冲压成型装置中,通过省略输送中途的一部分的加工台上的利用上加工模具和下加工模具进行的冲压加工,能够容易地得到不同形状的成形品。在这样的冲压成型装置中,通过根据需要自一部分的加工台取出上下的加工模具而进行对应,因此,换产调整花费时间,制造效率下降,因此,提案有用于容易地取出上下的加工模具的结构。作为这样的用于使上下的加工模具容易取出的结构,能够例示专利文献1(jpa2010-269368)中公开的结构。
2、现有技术文献
3、专利文献
4、专利文献1:jpa2010-269368(权利要求2,说明书第0022~0024段,图1~2等)
技术实现思路
1、实用新型要解决的问题
2、专利文献1中公开有一种减少自连续动作型冲压成型装置取出下加工模具时的工夫的加工模具的取出机构。在专利文献1中,采用了通过使下加工模具在与被加工材料的输送方向沿水平方向正交的方向上滑动移动,从而自冲压成型装置取出下加工模具的结构。根据该结构,不需要进行加工模具的上下动作,因此,虽然容易自冲压成型装置取出加工模具,但由于暂时将加工模具自冲压装置拆除,因此,具有在重新安装拆除了的加工模具时依然花费时间的课题。
3、用于解决问题的方案
4、于是,本实用新型是为了解决上述课题而做成的,其目的在于以下方面。即,本实用新型的目的在于,在具有上加工模具和下加工模具的冲压成型装置中,使规定加工台上的上加工模具与下加工模具容易切换抵接状态和非抵接状态,而大幅缩短冲压成型装置的规定加工台上的加工的运行停止切换作业时间。
5、为了解决上述课题,发明人进行了深入研究的结果想到了以下的结构。本实用新型为一种冲压成型装置,通过使安装于上模模组的上加工模具和安装于下模模组的下加工模具相互抵接和分离,利用所述上加工模具和所述下加工模具咬入被加工材料,从而将所述被加工材料冲压加工成规定形状,其特征在于,所述下模模组配设于下模主体的上表面,并且在所述下模模组的底面形成有相对于所述底面凹凸的第1凸轮面,在所述下模主体以使第2凸轮面与所述第1凸轮面抵接的状态配设有凸轮板,该凸轮板的与所述第1凸轮面相对的面形成为所述第2凸轮面,在所述凸轮板安装有凸轮板驱动部,该凸轮板驱动部使所述凸轮板在所述下模主体的上表面沿水平方向滑动移动。
6、由此,容易切换规定加工台上的上加工模具与下加工模具的抵接状态和非抵接状态,能够大幅缩短冲压成型装置的规定加工台上的加工的运行停止切换作业时间。
7、另外,优选的是,所述第1凸轮面、所述凸轮板以及所述凸轮板驱动部中的至少所述第1凸轮面和所述凸轮板收纳于在所述下模主体的上表面形成的凹部。
8、由此,凸轮板在下模主体的凹部内以被引导的状态往复移动,因此,能够不使下模模组和下加工模具的平面位置变更地升降。
9、另外,优选的是,沿着与所述凸轮板的滑动移动方向平行的所述下模模组的两端缘竖立设置有倒置字母l型构件,该倒置字母l型构件具有立起部和水平部,该立起部自所述下模主体的上表面立起,该水平部以其下表面高度位置位于比所述下模模组的上表面高度位置靠上侧的位置的方式在水平方向上延伸,在所述下模模组与所述水平部之间配设有对所述下模模组向所述下模主体侧施力的施力构件。
10、由此,能够在利用倒置字母l型构件对下模模组的平面位置进行了定位的状态下使该下模模组升降。
11、另外,优选的是,所述第1凸轮面相对于所述下模模组独立地形成,并且形成于相对于所述下模模组可装卸的第1凸轮面构件。
12、由此,能够精密地并且以低成本制造第1凸轮面。
13、实用新型的效果
14、通过采用本实用新型的冲压成型装置的结构,能够容易切换规定加工台上的上加工模具与下加工模具的抵接状态和非抵接状态,能够大幅缩短冲压成型装置的规定加工台上的加工的运行停止切换作业时间。
技术特征:
1.一种冲压成型装置,通过使安装于上模模组的上加工模具和安装于下模模组的下加工模具相互抵接和分离,利用所述上加工模具和所述下加工模具咬入被加工材料,从而将所述被加工材料冲压加工成规定形状,其特征在于,
2.根据权利要求1所述的冲压成型装置,其特征在于,
3.根据权利要求1或2所述的冲压成型装置,其特征在于,
4.根据权利要求1或2所述的冲压成型装置,其特征在于,
5.根据权利要求3所述的冲压成型装置,其特征在于,
技术总结
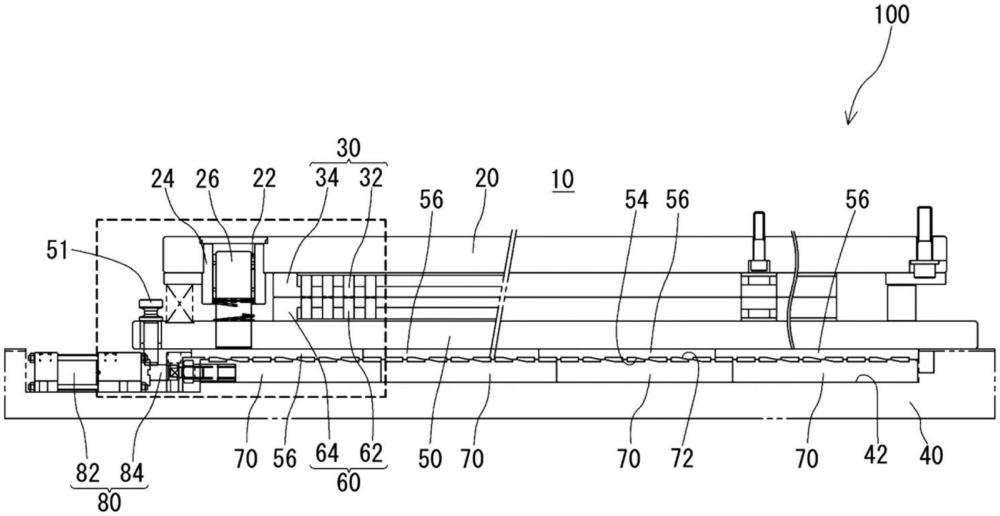
本技术提供一种冲压成型装置。在冲压成型装置中,能够切换规定加工台中的上下的加工模具的抵接状态和非抵接状态,而大幅缩短规定加工台上的加工的运行停止切换作业时间。在利用上加工模具(30)和下加工模具(60)咬入被加工材料(W)而将其冲压加工成规定形状的冲压成型装置(100)中,下模模组(50)配设于下模主体(40)的上表面,并且,在下模模组的底面形成有相对于底面凹凸的第1凸轮面(54),在下模主体以使第2凸轮面(72)与第1凸轮面(54)抵接的状态配设有凸轮板(70),该凸轮板的与第1凸轮面相对的面形成为第2凸轮面,在凸轮板安装有凸轮板驱动部(80),该凸轮板驱动部使凸轮板在下模主体的上表面沿水平方向滑动移动。
技术研发人员:小出隆宏,山浦司
受保护的技术使用者:日高精机株式会社
技术研发日:20230830
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!