一种螺母生产用攻牙工装的制作方法
本技术涉及螺母生产,特别涉及一种螺母生产用攻牙工装。
背景技术:
1、螺母就是螺帽,与螺栓或螺杆拧在一起用来起紧固作用的零件,所有生产制造机械必须用的一种元件根据材质的不同,分为碳钢、不锈钢、有色金属等几大类型,螺母为了能与螺栓配合连接,在其内部位置必须使用攻牙机进行攻丝处理,这一过程中需要使用特定工装对螺母位置进行输送和固定。
2、现有的螺母生产用夹持定位工装在使用过程中存在以下弊端:现有的螺母生产用定位工装一般采用转盘式输送结构,上料机进行上料,靠近攻丝位置设置有气动或液压的紧固组件,当螺母运动到攻丝位置时,紧固组件动力端与转盘配合实现对螺母位置的固定,但是现有的紧固组件都需要额外气动或液压动力源,整体占用体积大且增加使用成本,为此,我们提出一种螺母生产用攻牙工装。
技术实现思路
1、本实用新型的主要目的在于提供一种螺母生产用攻牙工装,通过在转盘表面设置的定位机构,能够快速便捷的实现对螺母的输送和定位,方便进行攻丝处理,可以有效解决背景技术中的问题。
2、为实现上述目的,本实用新型采取的技术方案为:
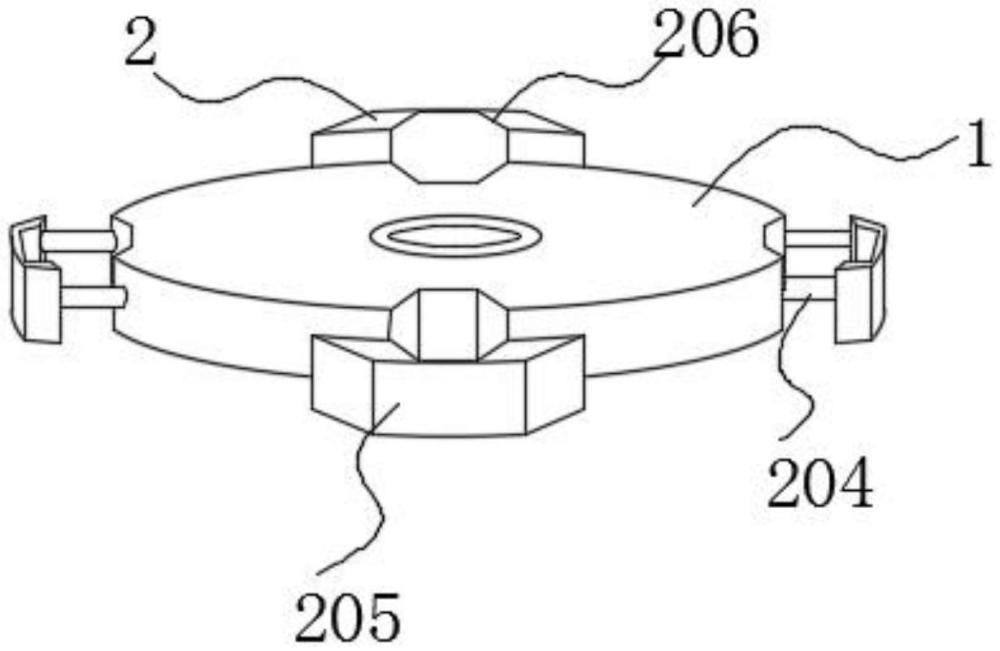
3、一种螺母生产用攻牙工装,包括转盘,还包括定位机构,所述转盘表面设置有固定螺母的定位机构,所述定位机构包括转轴、卡槽a、弹簧a、活动杆、卡环和卡槽b,转盘表面侧边位置开设有卡槽a且转盘内部位于卡槽a两侧位置均安装有弹簧a,转盘通过弹簧a活动连接有活动杆且活动杆端部安装有固定螺母的卡环。
4、进一步地,还包括夹持机构,所述转盘表面一侧设置有夹持机构,所述夹持机构包括固定板、安装槽、弹簧b、连杆和凸型顶环,固定板一端通过弹簧b活动连接有连杆且连杆端部固定连接有凸型顶环;在转盘表面靠近攻牙机动力端位置安装有固定板,正常状态下弹簧b将凸型顶环顶出,在转盘夹持螺母向固定板一侧运动时,凸型顶环接触卡环外壁同时弹簧b被压缩,当螺母运动至攻牙机动力端位置时,凸型顶环正好抵触至卡环外壁中点,此时弹簧b处于压缩状态,利用弹簧b的弹力使得连杆和凸型顶环完成对卡环的限位进而固定住加工位置的螺母,方便进行攻丝。
5、进一步地,所述转盘中心位置安装有转轴并通过转轴与动力传动设备相连接;转盘在外部动力设备作用下转动进行螺母的上料和输送。
6、进一步地,所述卡环表面朝向转盘表面一侧开设有与卡槽a位置对应的卡槽b;通过卡槽a和卡槽b的配合,正好与六角螺母相互契合。
7、进一步地,所述固定板内部开设有安装槽且弹簧b和连杆端部均安装有安装槽内部;通过安装槽可以对弹簧以及连杆起到安装和限位作用。
8、与现有技术相比,本实用新型具有如下有益效果:转盘表面开设有卡槽a用来搭放待加工螺母,攻牙机安装在转盘顶部且动力端位于转盘与固定板之间位置,上料机排出端与转盘表面位置对齐,正常状态下弹簧a向外卡环,使得卡环与转盘之间有一定间距,此时上料机将螺母输送至卡槽a和卡槽b之间,卡环的位置正好能够保证螺母不掉落并随转盘输送,待加工螺母运动至靠近固定板一侧时卡环被顶动与转盘外周贴合进而固定螺母位置,方便攻丝处理,攻丝完成后继续输送并在排料组件作用下实现下料,相较于现有的攻牙工装,螺母的夹持过程无需额外动力设备,降低工装成本和生产能耗;在转盘表面靠近攻牙机动力端位置安装有固定板,正常状态下弹簧b将凸型顶环顶出,在转盘夹持螺母向固定板一侧运动时,凸型顶环接触卡环外壁同时弹簧b被压缩,当螺母运动至攻牙机动力端位置时,凸型顶环正好抵触至卡环外壁中点,此时弹簧b处于压缩状态,利用弹簧b的弹力使得连杆和凸型顶环完成对卡环的限位进而固定住加工位置的螺母,方便进行攻丝。
技术特征:
1.一种螺母生产用攻牙工装,包括转盘(1),其特征在于,还包括定位机构(2),所述转盘(1)表面设置有固定螺母的定位机构(2),所述定位机构(2)包括转轴(201)、卡槽a(202)、弹簧a(203)、活动杆(204)、卡环(205)和卡槽b(206),转盘(1)表面侧边位置开设有卡槽a(202)且转盘(1)内部内部位于卡槽a(202)两侧位置均安装有弹簧a(203),转盘(1)通过弹簧a(203)活动连接有活动杆(204)且活动杆(204)端部安装有固定螺母的卡环(205)。
2.根据权利要求1所述的一种螺母生产用攻牙工装,其特征在于:还包括夹持机构(3),所述转盘(1)表面一侧设置有夹持机构(3),所述夹持机构(3)包括固定板(301)、安装槽(302)、弹簧b(303)、连杆(304)和凸型顶环(305),固定板(301)一端通过弹簧b(303)活动连接有连杆(304)且连杆(304)端部固定连接有凸型顶环(305)。
3.根据权利要求1所述的一种螺母生产用攻牙工装,其特征在于:所述转盘(1)中心位置安装有转轴(201)并通过转轴(201)与动力传动设备相连接。
4.根据权利要求1所述的一种螺母生产用攻牙工装,其特征在于:所述卡环(205)表面朝向转盘(1)表面一侧开设有与卡槽a(202)位置对应的卡槽b(206)。
5.根据权利要求2所述的一种螺母生产用攻牙工装,其特征在于:所述固定板(301)内部开设有安装槽(302)且弹簧b(303)和连杆(304)端部均安装有安装槽(302)内部。
技术总结
本技术公开了一种螺母生产用攻牙工装,包括转盘,还包括定位机构,所述转盘表面设置有固定螺母的定位机构,所述定位机构包括转轴、卡槽A、弹簧A、活动杆、卡环和卡槽B,转盘表面侧边位置开设有卡槽A且转盘内部内部位于卡槽A两侧位置均安装有弹簧A,上料机将螺母输送至卡槽A和卡槽B之间,卡环的位置正好能够保证螺母不掉落并随转盘输送,待加工螺母运动至靠近固定板一侧时卡环被顶动与转盘外周贴合进而固定螺母位置,方便攻丝处理,相较于现有的攻牙工装,螺母的夹持过程无需额外动力设备,降低工装成本和生产能耗。
技术研发人员:朱华君
受保护的技术使用者:海盐华胜紧固件有限公司
技术研发日:20230831
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!