一种零件孔加工快速定位夹具的制作方法
本技术适用于机加工夹具设备领域,提供了一种零件孔加工快速定位夹具。
背景技术:
1、精密零件的孔加工一般需要经过粗加工以及精加工两道工序,在精加工开始前,一般需要通过对经过粗加工的孔进行精准定位并固定住工件,然后再开始精加工步骤以保证其加工精度,这就对加工时的固定夹具提出了很高的要求,目前想要达到加工要求,需要人工将待加工零件安装到夹具上,然后通过人工调节使其能够达到加工要求,但是这种方法费时费力,效率很低,无法适应目前全自动化生产的趋势。
技术实现思路
1、为此,本实用新型提供一种零件孔加工快速定位夹具,通过在定位夹具上加入一个内涨紧定位机构来实现零件待加工孔部的快速定位,全程实现自动化作业,夹具装载效率高。
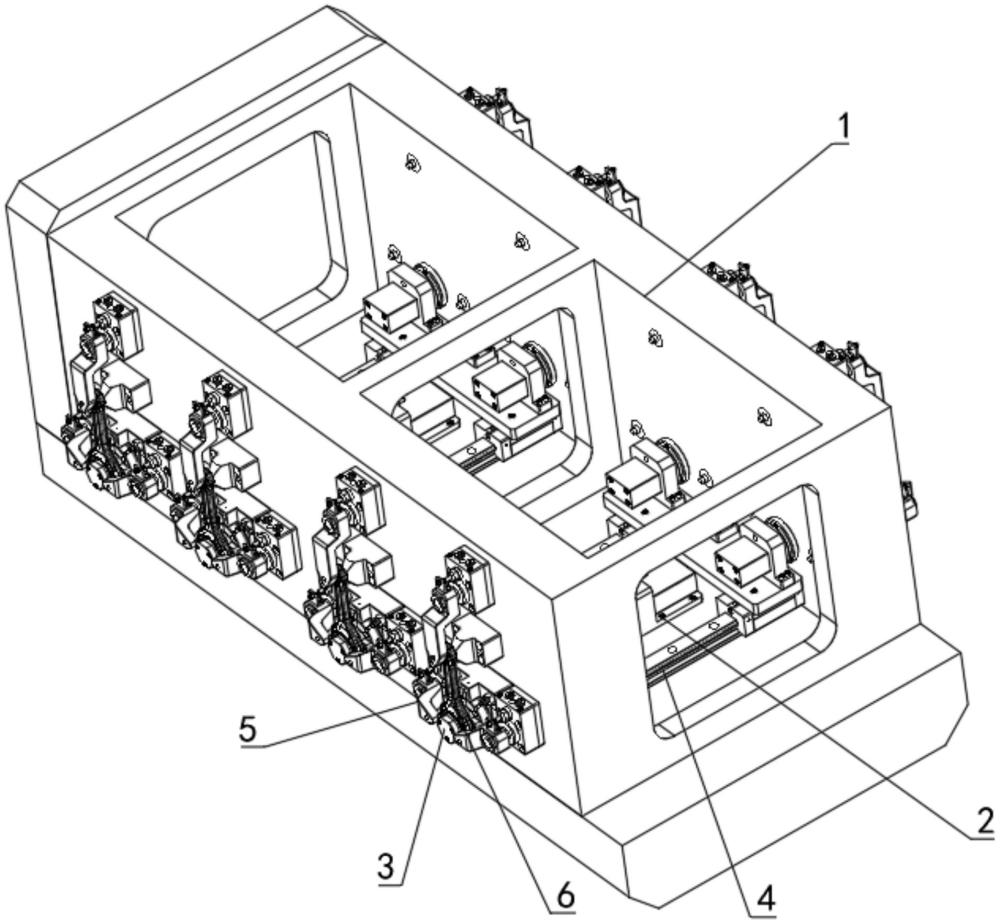
2、为了实现上述目的,本实用新型提供如下技术方案:一种零件孔加工快速定位夹具,包括夹具框架,前述零件包括待加工孔,前述夹具框架上设置有若干零件定位夹紧模块,前述零件定位夹紧模块包括数个夹紧机构、数个背部支撑块以及一个内涨紧定位机构,前述夹紧机构包括夹紧驱动装置,夹紧驱动装置固定设置在夹具框架上,夹紧驱动装置的作动端固定连接有夹紧块,前述夹具框架上还设置若干用于驱动内涨紧定位机构移动的定位机构驱动装置。
3、进一步的,所述内涨紧定位机构包括涨紧机构外筒,前述涨紧机构外筒的筒内设置有内涨紧驱动杆,前述涨紧机构外筒一侧设置有内涨紧驱动装置,内涨紧驱动装置的作动端与内涨紧驱动杆固定连接,前述涨紧机构外筒远离内涨紧驱动装置一侧的外侧壁上环形阵列设置有数个涨紧杆限位孔,涨紧杆限位孔内滑动设置有内涨紧杆,前述内涨紧杆面向涨紧机构外筒轴线一侧设置涨紧杆驱动斜面,前述内涨紧驱动杆远离内涨紧驱动装置一侧设置有与每一个涨紧杆驱动斜面相适配的驱动杆驱动斜面。
4、进一步的,所述涨紧杆限位孔有三个,所述内涨紧杆背向涨紧机构外筒轴线一侧设置有橡胶压头。
5、进一步的,所述数个背部支撑块中的任意一个背部支撑块固定连接有定位销,所述零件上设置有与定位销相适配的定位孔。
6、进一步的,所述零件定位夹紧模块还包括数个吹气嘴。
7、进一步的,所述定位机构驱动装置包括直线驱动机构、滑动轨道以及驱动底座,前述直线驱动机构以及滑动轨道均与夹具框架固定连接,前述驱动底座滑动设置在滑动轨道上,且驱动底座与直线驱动机构的作动端固定连接,所述驱动底座与一个或多个内涨紧定位机构固定连接。
8、与现有技术相比,本实用新型的有益效果是:
9、本实用新型的方案中,通过内涨紧定位机构伸入到零件待加工孔的内部,然后从待加工孔的内部涨紧固定住零件,这样就可以实现对待加工孔的快速定位,然后通过数个夹紧机构以及背部支撑块相配合夹紧固定住零件,这样就完成了零件待加工孔在加工前的定位以及夹紧固定过程,后续内涨紧定位机构抽回,之后就可以开始待加工孔的精加工工序,全程通过机械手配合零件快速定位夹具就可以实现,定位准确快速,并且同时可以实现多个零件的定位以及夹紧,作业效率更高。
技术特征:
1.一种零件孔加工快速定位夹具,包括夹具框架,前述零件包括待加工孔,其特征在于,前述夹具框架上设置有若干零件定位夹紧模块,前述零件定位夹紧模块包括数个夹紧机构、数个背部支撑块以及一个内涨紧定位机构,前述夹紧机构包括夹紧驱动装置,夹紧驱动装置固定设置在夹具框架上,夹紧驱动装置的作动端固定连接有夹紧块,前述夹具框架上还设置若干用于驱动内涨紧定位机构移动的定位机构驱动装置。
2.根据权利要求1所述的一种零件孔加工快速定位夹具,其特征在于,所述内涨紧定位机构包括涨紧机构外筒,前述涨紧机构外筒的筒内设置有内涨紧驱动杆,前述涨紧机构外筒一侧设置有内涨紧驱动装置,内涨紧驱动装置的作动端与内涨紧驱动杆固定连接,前述涨紧机构外筒远离内涨紧驱动装置一侧的外侧壁上环形阵列设置有数个涨紧杆限位孔,涨紧杆限位孔内滑动设置有内涨紧杆,前述内涨紧杆面向涨紧机构外筒轴线一侧设置涨紧杆驱动斜面,前述内涨紧驱动杆远离内涨紧驱动装置一侧设置有与每一个涨紧杆驱动斜面相适配的驱动杆驱动斜面。
3.根据权利要求2所述的一种零件孔加工快速定位夹具,其特征在于,所述涨紧杆限位孔有三个,所述内涨紧杆背向涨紧机构外筒轴线一侧设置有橡胶压头。
4.根据权利要求1所述的一种零件孔加工快速定位夹具,其特征在于,所述数个背部支撑块中的任意一个背部支撑块固定连接有定位销,所述零件上设置有与定位销相适配的定位孔。
5.根据权利要求1所述的一种零件孔加工快速定位夹具,其特征在于,所述零件定位夹紧模块还包括数个吹气嘴。
6.根据权利要求1所述的一种零件孔加工快速定位夹具,其特征在于,所述定位机构驱动装置包括直线驱动机构、滑动轨道以及驱动底座,前述直线驱动机构以及滑动轨道均与夹具框架固定连接,前述驱动底座滑动设置在滑动轨道上,且驱动底座与直线驱动机构的作动端固定连接,所述驱动底座与一个或多个内涨紧定位机构固定连接。
技术总结
本技术适用于机加工夹具设备领域,提供了一种零件孔加工快速定位夹具,包括夹具框架,夹具框架上设置有若干零件定位夹紧模块,前述零件定位夹紧模块包括数个夹紧机构、数个背部支撑块以及一个内涨紧定位机构,通过内涨紧定位机构伸入到零件待加工孔的内部,然后从待加工孔的内部涨紧固定住零件,这样就可以实现对待加工孔的快速定位,然后通过数个夹紧机构以及背部支撑块相配合夹紧固定住零件,这样就完成了零件待加工孔在加工前的定位以及夹紧固定过程,全程通过机械手配合零件快速定位夹具就可以实现,定位准确快速,并且同时可以实现多个零件的定位以及夹紧,作业效率更高。
技术研发人员:蔡良城,孙刚,蔡爱林
受保护的技术使用者:江苏威马悦达智能装备有限公司
技术研发日:20230831
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!