装载机动臂镗削夹具的制作方法
本技术涉及镗削夹具,具体为装载机动臂镗削夹具。
背景技术:
1、目前,动臂类产品零件的孔系加工工作,要在卧式镗床上加工完成,动臂零件孔径尺寸大小,以其孔与孔之间的位置精度要求较高。当零件的尺寸小于机床的工作范围时,零件在机床上一次装夹,加工完成所有的孔,可以提高其加工精度。但是,当零件的尺寸超过了机床的加工范围时,零件一次装夹,不可能对零件的所有孔进行镗孔加工,必须进行二次装夹。其于以上要求,必须设计一种用于二次装夹的定位装置,以便于对其进行镗孔加工。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本实用新型提供了装载机动臂镗削夹具。
3、(二)技术方案
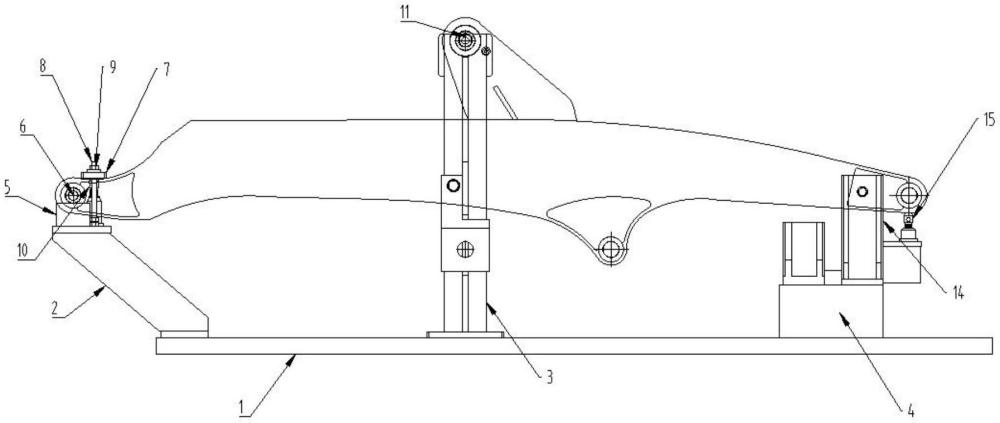
4、为实现上述目的,本实用新型提供如下技术方案:装载机动臂镗削夹具,包括工作台、第一支撑座、第二支撑座、第三支撑座、第一夹持组件、第二夹持组件和第三夹持组件,所述第二支撑座通过定位销固定在所述工作台上,所述工作台上还设置有所述第一支撑座和第三支撑座,所述第一支撑座和第三支撑座分别设置在所述第二支撑座的两端,所述第一支撑座上设置有第一夹持组件,所述第二支撑座上设置有第二夹持组件,所述第三支撑座上设置有第三夹持组件;
5、所述第一夹持组件包括定位块、第一定位轴、压板、螺杆、锁紧螺母和端部可升降的支撑杆,所述定位块、螺杆和支撑杆均设置在所述第一支撑座上,所述螺杆设置在所述定位块与所支撑杆之间,所述螺杆上套接有所述压板和锁紧螺母,所述压板设置在所述锁紧螺母下方,所述压板一端压齿物料,所述压板另一端与所述支撑杆输出端连接,所述第一定位轴贯通物料并与所述定位块连接。
6、优选的,所述第二夹持组件包括第二定位轴和调节螺栓,所述第二定位轴贯通物料并于所述第二支撑座上方连接,所述第二支撑座上方两侧还设置有用于调节物料对称对的调节螺栓。
7、优选的,所述第三夹持组件包括夹紧螺栓和夹紧座,所述夹紧座设置为两组对称布置在所述第三支撑座上,所述夹紧座上设置有用于夹持物料的夹持槽,所述夹持槽两侧壁均设置有用夹持物料的夹紧螺栓。
8、优选的,所述第三夹持组件还包括可升降调节的顶针,两组所述顶针对称布置在所述第三支撑座上,所述顶针与所述第三支撑座螺纹连接。
9、(三)有益效果
10、与现有技术相比,本实用新型提供了装载机动臂镗削夹具,具备以下有益效果:
11、该装载机动臂镗削夹具,本镗削夹具通过用动臂前端孔及中间横梁孔进行定位,对动臂板上的中间组孔及后端组孔进行镗削加工,能方便、快捷、准确地将动臂稳定于镗床工作台上处于加工位置。解决了在机床加工范围受限制的情况下也能加工超长工件,扩大了机床的加工范围,保证镗削加工的顺利进行。
技术特征:
1.装载机动臂镗削夹具,包括工作台(1)、第一支撑座(2)、第二支撑座(3)、第三支撑座(4)、第一夹持组件、第二夹持组件和第三夹持组件,其特征在于:所述第二支撑座(3)通过定位销固定在所述工作台(1)上,所述工作台(1)上还设置有所述第一支撑座(2)和第三支撑座(4),所述第一支撑座(2)和第三支撑座(4)分别设置在所述第二支撑座(3)的两端,所述第一支撑座(2)上设置有第一夹持组件,所述第二支撑座(3)上设置有第二夹持组件,所述第三支撑座(4)上设置有第三夹持组件;
2.根据权利要求1所述的装载机动臂镗削夹具,其特征在于:所述第二夹持组件包括第二定位轴(11)和调节螺栓(12),所述第二定位轴(11)贯通物料并于所述第二支撑座(3)上方连接,所述第二支撑座(3)上方两侧还设置有用于调节物料对称对的调节螺栓(12)。
3.根据权利要求2所述的装载机动臂镗削夹具,其特征在于:所述第三夹持组件包括夹紧螺栓(13)和夹紧座(14),所述夹紧座(14)设置为两组对称布置在所述第三支撑座(4)上,所述夹紧座(14)上设置有用于夹持物料的夹持槽,所述夹持槽两侧壁均设置有用夹持物料的夹紧螺栓(13)。
4.根据权利要求3所述的装载机动臂镗削夹具,其特征在于:所述第三夹持组件还包括可升降调节的顶针(15),两组所述顶针(15)对称布置在所述第三支撑座(4)上,所述顶针(15)与所述第三支撑座(4)螺纹连接。
技术总结
本技术涉及镗削夹具技术领域,具体为装载机动臂镗削夹具,包括工作台、第一支撑座、第二支撑座、第三支撑座、第一夹持组件、第二夹持组件和第三夹持组件,所述第二支撑座通过定位销固定在所述工作台上,所述工作台上还设置有所述第一支撑座和第三支撑座,该装载机动臂镗削夹具,本镗削夹具通过用动臂前端孔及中间横梁孔进行定位,对动臂板上的中间组孔及后端组孔进行镗削加工,能方便、快捷、准确地将动臂稳定于镗床工作台上处于加工位置。解决了在机床加工范围受限制的情况下也能加工超长工件,扩大了机床的加工范围,保证镗削加工的顺利进行。
技术研发人员:兰胜锋,张水成,张艺弘,陈照福,刘广德,黄俊武,汤国明,韦勇捷
受保护的技术使用者:广西柳州裕田机械有限责任公司
技术研发日:20230831
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!