一种改进型热锯防爆片系统的制作方法
本技术属于热锯设备,具体为一种改进型热锯防爆片系统。
背景技术:
1、热锯作为轧钢生产线上的主要设备之一,在提高产品质量和产量中起着至关重要的作用。其中棒材热锯爆片,在棒材生产中一直是行业的热点和难点,由于热锯电动机转速和锯片皮带轮转速检测需要较高的精度度,目前传统的变频器控制电动机转速无法达到电动机转速和锯片皮带轮转速一致,且无法检测皮带轮皮带是否存在打滑、断裂,容易使热锯锯片爆片,增加生产成本及员工劳动强度,最主要存在一定的安全隐患。根据实际的操作方式是渐进渐退操作,使操作工不停地操作热锯,用电量增加导致生产实际成本增加,且锯片本身的强度和耐高温情况,也都影响整个生产效率。
技术实现思路
1、针对现有技术中的不足,本实用新型提供一种改进型热锯防爆片系统。
2、本实用新型提供了如下的技术方案:
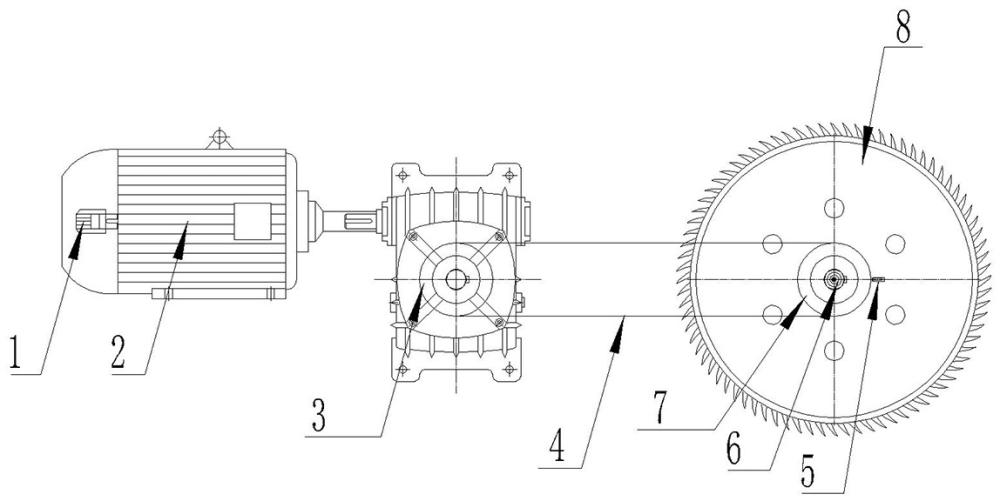
3、一种改进型热锯防爆片系统,包括热锯和plc控制器,所述热锯包括三相异步电动机、变频器、减速机、减速机皮带轮、皮带、锯片皮带轮、锯片和进退油缸,所述三相异步电动机上设置有编码器,且三相异步电动机一侧安装有减速机,所述减速机一侧设置有减速机皮带轮和锯片皮带轮,锯片皮带轮上安装有高速计数器,锯片皮带轮一侧安装有皮带检测接近开关,所述减速机皮带轮和锯片皮带轮之间安装有皮带,且锯片皮带轮一端安装有锯片,所述锯片一侧安装有进退油缸。
4、进一步的,所述热锯与plc控制器电性连接,所述plc控制器采用siemens s7-300系列控制器。
5、进一步的,所述编码器采用pepperl+fuchs编码器。
6、进一步的,所述plc控制器与变频器、编码器、高速计数器和皮带检测接近开关电性连接。
7、进一步的,所述变频器采用siemens g120变频器。
8、进一步的,所述锯片表面设置有金属钛底层,所述金属钛底层上涂覆有耐高温防护涂层。
9、进一步的,所述耐高温防护涂层采用铝氮化钛涂层。
10、进一步的,所述锯片上环形分布有多个圆孔。
11、进一步的,所述三相异步电动机上安装有电流传感器,所述电流传感器与plc控制器电性连接。
12、本实用新型的有益效果主要体现在:
13、1)通过plc控制器与变频器、编码器1、高速计数器6和皮带检测接近开关5的设置,有利于根据反馈数据变化实时调整热锯,增加热锯使用效率,提高大型棒材生产效益,避免热锯爆片风险;
14、2)通过锯片表面设置的金属钛底层配合耐高温防护涂层,有利于增强锯片的整体强度,提高耐磨和耐高温性能,从而降低锯片的爆片可能。
技术特征:
1.一种改进型热锯防爆片系统,包括热锯和plc控制器,其特征在于:所述热锯包括三相异步电动机(2)、变频器、减速机、减速机皮带轮(3)、皮带(4)、锯片皮带轮(7)、锯片(8)和进退油缸,所述三相异步电动机(2)上设置有编码器(1),且三相异步电动机(2)一侧安装有减速机,所述减速机一侧设置有减速机皮带轮(3)和锯片皮带轮(7),锯片皮带轮(7)上安装有高速计数器(6),锯片皮带轮(7)一侧安装有皮带检测接近开关(5),所述减速机皮带轮(3)和锯片皮带轮(7)之间安装有皮带(4),且锯片皮带轮(7)一端安装有锯片(8),所述锯片(8)一侧安装有进退油缸。
2.根据权利要求1所述的一种改进型热锯防爆片系统,其特征在于:所述热锯与plc控制器电性连接,所述plc控制器采用siemens s7-300系列控制器。
3.根据权利要求1所述的一种改进型热锯防爆片系统,其特征在于:所述编码器(1)采用pepperl+fuchs编码器。
4.根据权利要求1所述的一种改进型热锯防爆片系统,其特征在于:所述plc控制器与变频器、编码器(1)、高速计数器(6)和皮带检测接近开关(5)电性连接。
5.根据权利要求1所述的一种改进型热锯防爆片系统,其特征在于:所述变频器采用siemens g120变频器。
6.根据权利要求1所述的一种改进型热锯防爆片系统,其特征在于:所述锯片(8)表面设置有金属钛底层,所述金属钛底层上涂覆有耐高温防护涂层。
7.根据权利要求6所述的一种改进型热锯防爆片系统,其特征在于:所述耐高温防护涂层采用铝氮化钛涂层。
8.根据权利要求1所述的一种改进型热锯防爆片系统,其特征在于:所述锯片(8)上环形分布有多个圆孔(9)。
9.根据权利要求1所述的一种改进型热锯防爆片系统,其特征在于:所述三相异步电动机(2)上安装有电流传感器,所述电流传感器与plc控制器电性连接。
技术总结
本技术属于热锯设备技术领域,具体为一种改进型热锯防爆片系统,包括热锯和PLC控制器,所述热锯包括三相异步电动机、变频器、减速机、减速机皮带轮、皮带、锯片皮带轮、锯片和进退油缸,所述三相异步电动机上设置有编码器,所述减速机一侧设置有减速机皮带轮和锯片皮带轮,锯片皮带轮上安装有高速计数器,锯片皮带轮一侧安装有皮带检测接近开关,所述减速机皮带轮和锯片皮带轮之间安装有皮带,且锯片皮带轮一端安装有锯片,本技术通过PLC控制器与变频器、编码器1、高速计数器6和皮带检测接近开关5的设置,有利于根据反馈数据变化实时调整热锯,增加热锯使用效率,提高大型棒材生产效益,避免热锯爆片风险。
技术研发人员:焦素军,李秋
受保护的技术使用者:浙江青山钢铁有限公司
技术研发日:20230901
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!