一种汽车散热器生产用焊接设备的制作方法
本技术涉及散热器生产加工领域,具体涉及散热器焊接领域。
背景技术:
1、散热器在生产制造过程中,需要将散热鳍片(fin片)均匀阵列焊接在铜片上,散热鳍片的均匀分布有利于提高散热器的散热效果,基于散热鳍片的焊接,申请人经过检索发现一篇授权公告号为cn217316631u的中国实用新型专利,其公开了一种散热器焊接治具,在进行散热器焊接时,将铜板置于底板上的仿形槽内,通过底板上的两个铜板定位柱进行固定,两侧的fin片定位板定位fin片,再由盖板锁住,防止铜板与fin片焊接时接触不良,其虽然可以实现散热器铜板与fin片的快速定位,但是其也仅仅只考虑到定位,如该篇专利文献中的附图1所示,其在定位后,四周没有可供焊接的区域或者说留下的用于焊接所用的空间狭小,不利于后续的焊接。
2、基于上述,本实用新型提出了一种汽车散热器生产用焊接设备。
技术实现思路
1、为解决上述背景中提到的问题,本实用新型提供了一种汽车散热器生产用焊接设备。
2、为实现上述技术目的,本实用新型所采用的技术方案如下。
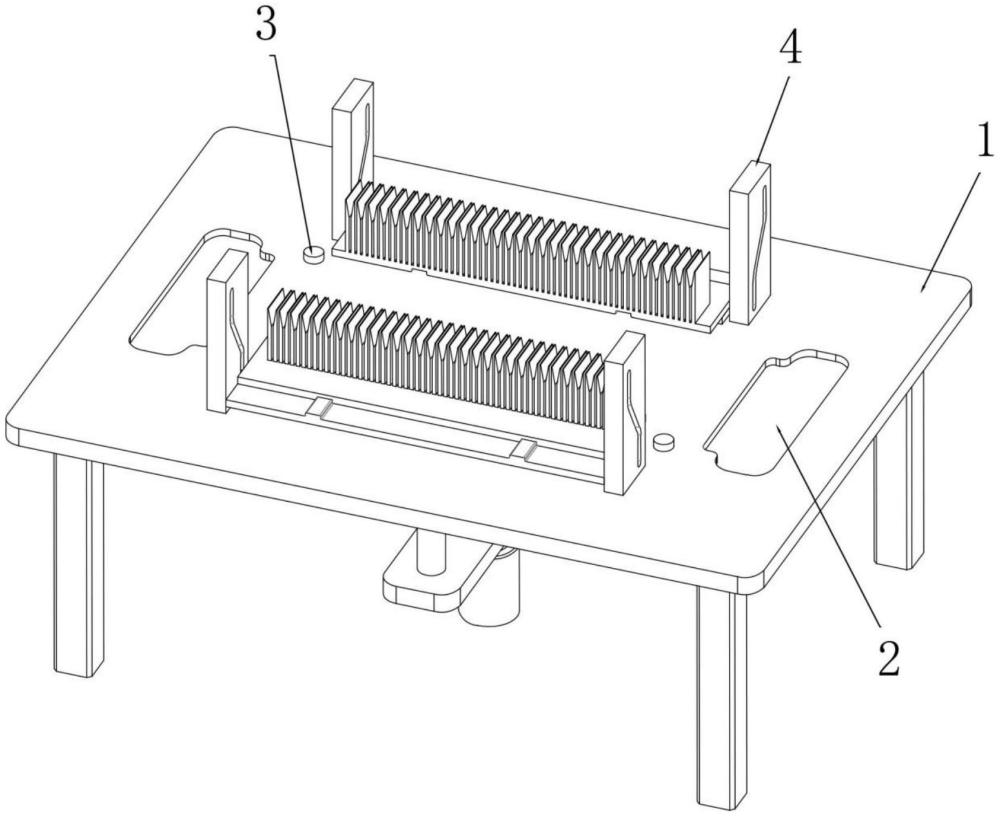
3、一种汽车散热器生产用焊接设备,包括焊台,焊台的上端面设置有仿形槽,仿形槽内对角位置设有两个铜板定位柱;
4、还包括限位机构,限位机构用于从铜板的侧边对铜板与散热鳍片进行压持固定。
5、进一步的,限位机构包括限位构件与驱动构件,限位构件又包括两组限位组件,两组限位组件分别位于被定位放置在焊台上的铜板沿自身长度方向的两侧。
6、进一步的,限位组件包括竖直设置在焊台上端面的连动板,连动板沿铜板的长度方向设置有两组,两组连动板相向的一侧均设置有连动孔,连动孔由上竖直段、下竖直段以及设置在上竖直段与下竖直段之间的倾斜段组成,下竖直段位于上竖直段朝向铜板的一侧。
7、进一步的,限位组件还包括位于两组连动板之间的固定板,固定板的上端面沿铜板的宽度方向滑动安装有活动板,活动板的两端均延伸有凸销,凸销的自由端滑动位于连动孔内,初始状态下,凸销位于连动孔的上竖直段内。
8、进一步的,固定板的上端面设置有引导方向平行于铜板宽度方向的滑轨,活动板的下端面沿铜板的宽度方向贯穿设置有滑槽,滑槽与滑轨构成滑动配合。
9、进一步的,活动板的上端面还设置有用于对散热鳍片进行限位固定的限位件,限位件沿铜板的长度方向阵列设置有多组,每组限位件对应一组散热鳍片。
10、进一步的,限位件包括竖直设置在活动板上端面的两组侧板,侧板的大面垂直于铜板的长度方向,两组侧板之间的距离等于散热鳍片的厚度,活动板的上端面还开设有用于避让散热鳍片朝下移动的避让口。
11、进一步的,侧板的上端设置有斜面,两组侧板上的斜面呈相向布置且两组斜面之间的距离由下至上递增。
12、进一步的,驱动构件包括竖直设置在固定板下端面的连接杆,连接杆的下端穿过设置在焊台上的穿设孔后位于焊台的下方,连接杆对应设置有两组,两组连接杆的底部之间设置有升降板,驱动构件还包括用于驱使升降板上下移动的伸缩杆。
13、本实用新型与现有技术相比,有益效果在于:
14、本实用新型通过限位机构对铜板及散热鳍片进行固定限位,限位机构用于从铜板的侧边对铜板与散热鳍片进行压持固定,既实现了对铜板的散热鳍片的固定限制,又不对铜板的上方区域进行遮挡,工作人员可从上方区域对铜板与散热鳍片进行焊接处理;
15、进一步的,限位机构在不使用时,限位机构中的两组限位组件之间的距离要大于铜板的宽度尺寸,也就是说,不影响铜板安放在焊台上。
技术特征:
1.一种汽车散热器生产用焊接设备,包括焊台(1),焊台(1)的上端面设置有仿形槽(2),仿形槽(2)内对角位置设有两个铜板定位柱(3),其特征在于:其还包括限位机构,限位机构用于从铜板的侧边对铜板与散热鳍片进行压持固定。
2.根据权利要求1所述的一种汽车散热器生产用焊接设备,其特征在于:限位机构包括限位构件与驱动构件,限位构件又包括两组限位组件,两组限位组件分别位于被定位放置在焊台(1)上的铜板沿自身长度方向的两侧。
3.根据权利要求2所述的一种汽车散热器生产用焊接设备,其特征在于:限位组件包括竖直设置在焊台(1)上端面的连动板(4),连动板(4)沿铜板的长度方向设置有两组,两组连动板(4)相向的一侧均设置有连动孔(5),连动孔(5)由上竖直段、下竖直段以及设置在上竖直段与下竖直段之间的倾斜段组成,下竖直段位于上竖直段朝向铜板的一侧。
4.根据权利要求3所述的一种汽车散热器生产用焊接设备,其特征在于:限位组件还包括位于两组连动板(4)之间的固定板(9),固定板(9)的上端面沿铜板的宽度方向滑动安装有活动板(10),活动板(10)的两端均延伸有凸销(13),凸销(13)的自由端滑动位于连动孔(5)内,初始状态下,凸销(13)位于连动孔(5)的上竖直段内。
5.根据权利要求4所述的一种汽车散热器生产用焊接设备,其特征在于:固定板(9)的上端面设置有引导方向平行于铜板宽度方向的滑轨(11),活动板(10)的下端面沿铜板的宽度方向贯穿设置有滑槽(12),滑槽(12)与滑轨(11)构成滑动配合。
6.根据权利要求4所述的一种汽车散热器生产用焊接设备,其特征在于:活动板(10)的上端面还设置有用于对散热鳍片进行限位固定的限位件,限位件沿铜板的长度方向阵列设置有多组,每组限位件对应一组散热鳍片。
7.根据权利要求6所述的一种汽车散热器生产用焊接设备,其特征在于:限位件包括竖直设置在活动板(10)上端面的两组侧板(14),侧板(14)的大面垂直于铜板的长度方向,两组侧板(14)之间的距离等于散热鳍片的厚度,活动板(10)的上端面还开设有用于避让散热鳍片朝下移动的避让口(16)。
8.根据权利要求7所述的一种汽车散热器生产用焊接设备,其特征在于:侧板(14)的上端设置有斜面(15),两组侧板(14)上的斜面(15)呈相向布置且两组斜面(15)之间的距离由下至上递增。
9.根据权利要求7所述的一种汽车散热器生产用焊接设备,其特征在于:驱动构件包括竖直设置在固定板(9)下端面的连接杆(8),连接杆(8)的下端穿过设置在焊台(1)上的穿设孔后位于焊台(1)的下方,连接杆(8)对应设置有两组,两组连接杆(8)的底部之间设置有升降板(7),驱动构件还包括用于驱使升降板(7)上下移动的伸缩杆(6)。
技术总结
本技术涉及散热器生产加工领域,其公开了一种汽车散热器生产用焊接设备,包括焊台,焊台的上端面设置有仿形槽,仿形槽内对角位置设有两个铜板定位柱,焊台上还设置有限位机构,限位机构用于从铜板的侧边对铜板与散热鳍片进行压持固定,既实现了对铜板的散热鳍片的固定限制,又不对铜板的上方区域进行遮挡,工作人员可从上方区域对铜板与散热鳍片进行焊接处理,进一步的,限位机构在不使用时,限位机构中的两组限位组件之间的距离要大于铜板的宽度尺寸,也就是说,不影响铜板往焊台上的放置。
技术研发人员:苏凌义,李越河
受保护的技术使用者:柳州嘉和热系统有限公司
技术研发日:20230901
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!