剪刀板焊接装置的制作方法
本技术涉及机械加工,尤其涉及剪刀板焊接装置。
背景技术:
1、剪刀板是一种常见的机械部件,通常有多个零部件焊接组成,在实际工作中,需要通过龙门吊或者吊车将各个零部件吊装到组对工装的预定位置,然后人工将每个剪刀板的各个零部件进行手动定位之后再进行逐一焊接,这种焊接方式精度差,焊接效率低,焊接质量得不到保证,并且在剪刀板上焊接圆柱类零件时,通常会因为两块剪刀板之间的圆柱定位不准,导致焊接后两个剪刀孔不同心,极易影响定位精度和焊接质量,从而影响设备运行精度。
技术实现思路
1、本实用新型的目的是针对上述所描述的问题,提供一种焊接精度高,焊接效率好,且解决了圆柱类零件定位精度问题的剪刀板焊接装置。
2、本实用新型解决其技术问题是通过以下技术方案实现的:一种剪刀板焊接装置,包括底板,在所述底板上设置有滑轨以及固定座,所述滑轨有两条且平行设置,每个所述滑轨上均设置有可移动的滑块,在所述固定座上设有第一安装组件,在所述滑块上设有第二安装组件,所述第一安装组件与第二安装组件平行且结构相同,所述第一安装组件包括有安装板以及设置于安装板上的定位板、设置在安装板上的滑槽以及设置于定位板顶端的第一定位槽,所述剪刀板设置于滑槽内,所述剪刀板上设置有定位凸起,所述第一定位槽与定位凸起配合。
3、优选的,所述定位板有两个且安装在滑槽两侧。
4、优选的,所述第一安装组件还包括有若干组设置于安装板上的安装孔,所述定位板上开设有腰孔,所述安装孔和腰孔对齐并通过螺钉固定。
5、优选的,所述定位板开设有倒置的l形槽,所述定位板通过l形槽快速定位于安装板上。
6、优选的,所述安装板端头位置设置有用于定位剪刀板端部的第二定位槽。
7、优选的,所述第一定位槽的形状为弧形或v形,所述定位凸起的形状为圆柱体。
8、优选的,所述安装板端头上还包括有夹紧装置,所述夹紧装置作用于剪刀板。
9、优选的,所述夹紧装置为手动夹钳。
10、优选的,在所述底板上安装有调节组件,所述调节组件的数量与滑轨数量相同,所述调节组件作用于滑块用于微调。
11、优选的,所述调节组件包括设置在底板上的固定板以及设置在固定板上的调节螺钉,所述调节螺钉作用于滑块。
12、本实用新型的有益效果是:
13、本技术方案通过定位块与定位凸起的相互配合,解决了圆柱类零件定位精度问题,满足两个剪刀孔同心度要求,同时利用滑块还可以调节两片剪刀板的间距,满足不同间距的剪刀板焊接。
技术特征:
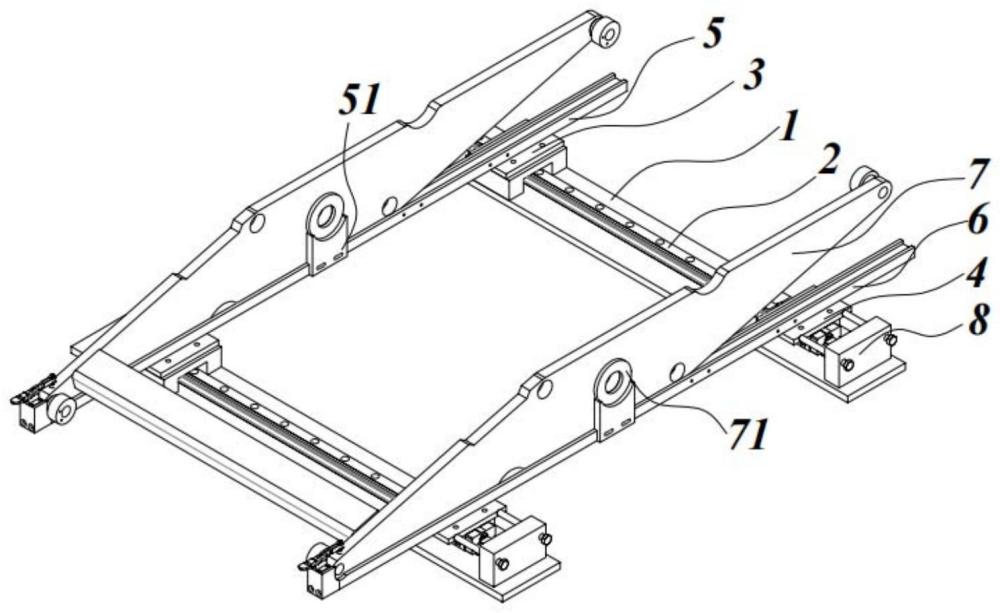
1.一种剪刀板焊接装置,其特征在于,包括底板(1),在所述底板(1)上设置有滑轨(2)以及固定座(3),所述滑轨(2)有两条且平行设置,每个所述滑轨(2)上均设置有可移动的滑块(4),在所述固定座(3)上设有第一安装组件(5),在所述滑块(4)上设有第二安装组件(6),所述第一安装组件(5)与第二安装组件(6)平行且结构相同,所述第一安装组件(5)包括有安装板(51)以及设置于安装板(51)上的定位板(52)、设置在安装板(51)上的滑槽(54)以及设置于定位板(52)顶端的第一定位槽(53),所述剪刀板(7)设置于滑槽(54)内,所述剪刀板(7)上设置有定位凸起(71),所述第一定位槽(53)与定位凸起(71)配合。
2.根据权利要求1所述的剪刀板焊接装置,其特征在于,所述定位板(52)有两个且安装在滑槽(54)两侧。
3.根据权利要求1所述的剪刀板焊接装置,其特征在于,所述第一安装组件(5)还包括有若干组设置于安装板(51)上的安装孔,所述定位板(52)上开设有腰孔,所述安装孔和腰孔对齐并通过螺钉固定。
4.根据权利要求3所述的剪刀板焊接装置,其特征在于,所述定位板(52)开设有倒置的l形槽,所述定位板(52)通过l形槽快速定位于安装板(51)上。
5.根据权利要求1所述的剪刀板焊接装置,其特征在于,所述安装板(51)端头位置设置有用于定位剪刀板(7)端部的第二定位槽(56)。
6.根据权利要求1所述的剪刀板焊接装置,其特征在于,所述第一定位槽(53)的形状为弧形或v形,所述定位凸起(71)的形状为圆柱体。
7.根据权利要求1所述的剪刀板焊接装置,其特征在于,所述安装板端头上还包括有夹紧装置(55),所述夹紧装置(55)作用于剪刀板(7)。
8.根据权利要求7所述的剪刀板焊接装置,其特征在于,所述夹紧装置(55)为手动夹钳。
9.根据权利要求1所述的剪刀板焊接装置,其特征在于,在所述底板(1)上安装有调节组件(8),所述调节组件(8)的数量与滑轨(2)数量相同,所述调节组件(8)作用于滑块(4)用于微调。
10.根据权利要求9所述的剪刀板焊接装置,其特征在于,所述调节组件(8)包括设置在底板(1)上的固定板以及设置在固定板上的调节螺钉,所述调节螺钉作用于滑块(4)。
技术总结
本技术是一种剪刀板焊接装置,包括底板,在所述底板上设置有滑轨以及固定座,所述滑轨有两条且平行设置,每个所述滑轨上均设置有可移动的滑块,在所述固定座上设有第一安装组件,在所述滑块上设有第二安装组件,所述第一安装组件与第二安装组件平行且结构相同,所述第一安装组件包括有安装板以及设置于安装板上的定位板、设置在安装板上的滑槽以及设置于定位板顶端的第一定位槽,所述剪刀板设置于滑槽内,所述剪刀板上设置有定位凸起,所述第一定位槽与定位凸起配合。本技术中通过定位凸起与定位槽配合,同时将剪刀板安装在滑槽内,解决了剪刀板上圆柱类焊接定位不准的问题。
技术研发人员:王仕腾,林同,赵敏海
受保护的技术使用者:昆山普罗虎贲升降技术有限公司
技术研发日:20230911
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!