支重轮铜套压装装置的制作方法
本技术属于铜套压装,尤其涉及一种支重轮铜套压装装置。
背景技术:
1、目前支重轮铜套在压装过程中采用人工手动校对压入和外圆定位压入两种方式。组装铜套在进行定位压装时,需先定位压装一侧的铜套之后再翻转定位压装另一侧的铜套。存在压装工作效率低、人工成本高的问题,且人工定位存在误差大产品报废率高、人工压装易发生工伤、每压装一个组装铜套需要多次校对导致人工效率低等问题。
技术实现思路
1、解决的技术问题:本实用新型的目的在于克服现有技术的不足,提供一种支重轮铜套压装装置,该装置结构简单易操作、制作简单、制作成本低、装置更换方便、提高了组装生产效率,降低生产人工成本,降低产品报废率。
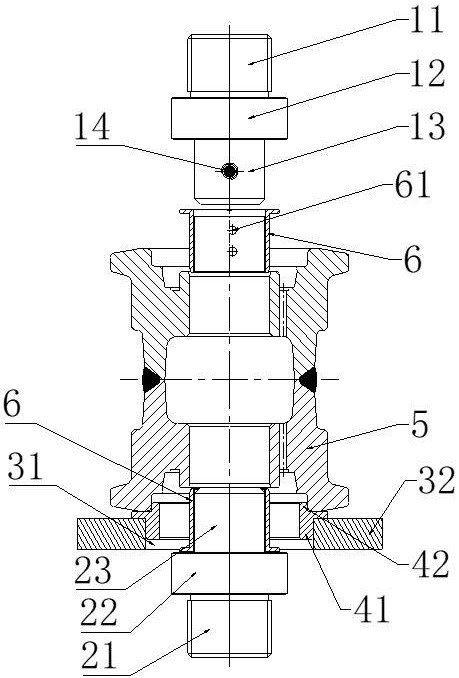
2、技术方案:本实用新型提供一种支重轮铜套压装装置,包括上压装工头、下压装工头、压装台面和定位法兰,所述上压装工头设于压装台面上侧、下压装工头设于压装台面下侧,所述定位法兰安装于压装台面。
3、所述上压装工头包括上压装杆、上压装台和上压装铜套柱,所述上压装铜套柱一侧设有定位滚珠,所述上压装台与上压装杆连接,所述上压装铜套柱与上压装台连接。
4、所述下压装工头包括下压装杆、下压装台和下压装铜套柱,所述下压装台与下压装杆连接,所述下压装铜套柱与下压装台连接。
5、所述压装台面设有定位孔。
6、所述定位法兰为圆环形,所述定位法兰下端设有台面定位圈,所述台面定位圈可置于定位孔内,所述定位法兰上端设有支重轮定位圈,所述支重轮定位圈置于支重轮内孔,所述定位法兰中心设有铜套压装通孔。
7、所述上压装杆为可伸缩结构,所述上压装台直径大于铜套,所述上压装铜套柱可插入铜套,所述铜套一侧设有防脱通孔,所述防脱通孔直径大于定位滚珠。
8、所述下压装杆为可伸缩结构,所述下压装台直径大于铜套,所述下压装铜套柱可插入铜套。
9、有益效果:本实用新型的支重轮铜套压装装置,具有以下有益效果:
10、本实用新型装置结构简单易操作、制作简单、制作成本低、装置更换方便、提高了组装生产效率,降低生产人工成本,降低产品报废率。
11、本实用新型通过设置定位法兰与压装台面契合,进行定位法兰与支重轮体内孔配合定位压装,一次定位精度高,减少产品多次校对定位;
12、本实用新型通过利用定位滚珠将铜套与上压头工装间隙配合,防止铜套脱落,提高压装效率。
13、本实用新型运用双面压制结构,使两边铜套同时压制进去,保证装配件的精度,及其加工效率。解决了手工单边压制的效率低下的问题,有效降低了工人的工作强度,并提高了工作效率,保证了产品的合格率。
技术特征:
1.支重轮铜套压装装置,包括上压装工头(1)、下压装工头(2)、压装台面(3)和定位法兰(4),其特征在于:所述上压装工头(1)设于压装台面(3)上侧、下压装工头(2)设于压装台面(3)下侧,所述定位法兰(4)安装于压装台面(3)。
2.根据权利要求1所述的支重轮铜套压装装置,其特征在于:所述上压装工头(1)包括上压装杆(11)、上压装台(12)和上压装铜套柱(13),所述上压装铜套柱(13)一侧设有定位滚珠(14),所述上压装台(12)与上压装杆(11)连接,所述上压装铜套柱(13)与上压装台(12)连接。
3.根据权利要求1所述的支重轮铜套压装装置,其特征在于:所述下压装工头(2)包括下压装杆(21)、下压装台(22)和下压装铜套柱(23),所述下压装台(22)与下压装杆(21)连接,所述下压装铜套柱(23)与下压装台(22)连接。
4.根据权利要求1所述的支重轮铜套压装装置,其特征在于:所述压装台面(3)设有定位孔(31)。
5.根据权利要求4所述的支重轮铜套压装装置,其特征在于:所述定位法兰(4)为圆环形,所述定位法兰(4)下端设有台面定位圈(41),所述台面定位圈(41)可置于定位孔(31)内,所述定位法兰(4)上端设有支重轮定位圈(42),所述支重轮定位圈(42)置于支重轮(5)内孔,所述定位法兰(4)中心设有铜套压装通孔(43)。
6.根据权利要求2所述的支重轮铜套压装装置,其特征在于:所述上压装杆(11)为可伸缩结构,所述上压装台(12)直径大于铜套(6),所述上压装铜套柱(13)可插入铜套(6),所述铜套(6)一侧设有防脱通孔(61),所述防脱通孔(61)直径大于定位滚珠(14)。
7.根据权利要求3所述的支重轮铜套压装装置,其特征在于:所述下压装杆(21)为可伸缩结构,所述下压装台(22)直径大于铜套,所述下压装铜套柱(23)可插入铜套。
技术总结
本技术公开了一种支重轮铜套压装装置,属于铜套压装技术领域。本技术的支重轮铜套压装装置,包括上压装工头、下压装工头、压装台面和定位法兰,所述上压装工头设于压装台面上侧、下压装工头设于压装台面下侧,所述定位法兰置于压装台面。本技术通过设置定位法兰与压装台面契合,进行定位法兰与支重轮体内孔配合定位压装,一次定位精度高,减少产品多次校对定位;本技术通过利用定位滚珠将铜套与上压头工装间隙配合,防止铜套脱落,提高压装效率;本技术运用双面压制结构,使两边铜套同时压制进去,保证装配件的精度,及其加工效率。
技术研发人员:张知仙,蔡泽锋,张婷婷,陈灿星,张佳明,叶文杰
受保护的技术使用者:泉州恒利达工程机械有限公司
技术研发日:20230912
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!