稳定杆堵头加工夹具的制作方法
本技术涉及夹具设备,具体为稳定杆堵头加工夹具。
背景技术:
1、现有的加稳定杆堵头的夹具结构简单,加装效率低,如授权公告号为cn210333931u的中国实用新型专利提供的杆件堵头冲孔铆接装置中,通过三爪卡盘将堵头固定,一次装夹一件,生产效率低,拆装件时间较长,浪费人力物力,占用设备。
技术实现思路
1、本实用新型的目的在于提供一种稳定杆堵头加工夹具,以解决上述背景技术中提出的现有的稳定杆堵头夹具装夹效率低等问题。
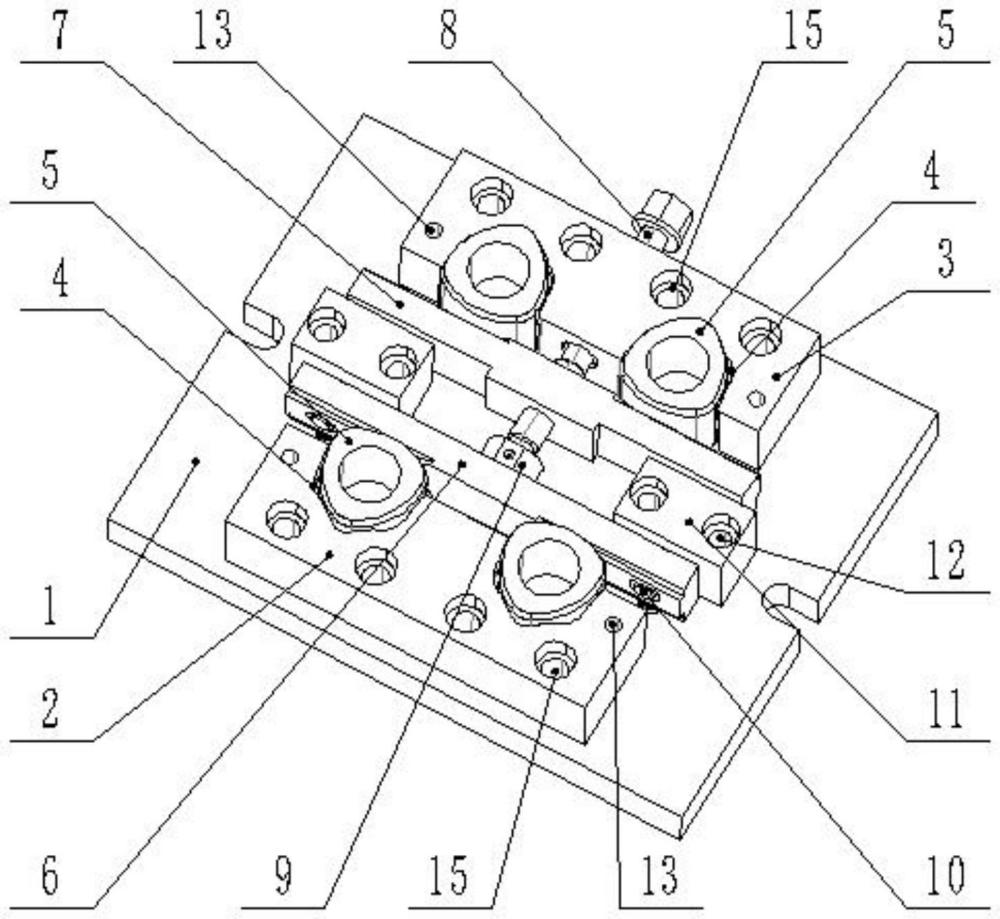
2、为实现上述目的,本实用新型提供如下技术方案:稳定杆堵头加工夹具,包括底板、第一定位板、第二定位板、第一压板和第二压板,第一定位板、第二定位板通过第一螺栓固定在底板上,第一定位板和第二定位板相对的内侧设置有限位槽,第一压板和第二压板设置在第一定位板和第二定位板之间,压紧螺杆穿过第二定位板的中部与第二压板螺纹连接,压紧螺杆端头与第一压板通过旋转接头转动安装,所述第一压板和第二压板之间设置有限位杆,限位杆的两端分别与第一压板和第二压板上的限位孔间隙配合。
3、第一定位板和第二定位板上分别设置有两个圆柱定位销。
4、限位杆的中部与限位座中部的安装孔过盈配合,限位座通过第二螺栓固定在底板上。
5、第一压板和第二压板下方分别设置有两个支撑钉。
6、与现有技术相比,本实用新型的有益效果是:
7、本实用新型可通过双工位同时对多个稳定杆堵头工件进行夹持固定,配合加工中心一次加工可完成成品加工,提高生产效率保证产品质量,加工完成后反向旋转压紧螺杆将工件松开,即可拿下工件,操作简单。
技术特征:
1.稳定杆堵头加工夹具,其特征在于,包括底板、第一定位板、第二定位板、第一压板和第二压板,第一定位板、第二定位板通过第一螺栓固定在底板上,第一定位板和第二定位板相对的内侧设置有限位槽,第一压板和第二压板设置在第一定位板和第二定位板之间,压紧螺杆穿过第二定位板的中部与第二压板螺纹连接,压紧螺杆端头与第一压板通过旋转接头转动安装,所述第一压板和第二压板之间设置有限位杆,限位杆的两端分别与第一压板和第二压板上的限位孔间隙配合。
2.根据权利要求1所述的稳定杆堵头加工夹具,其特征在于,第一定位板和第二定位板上分别设置有两个圆柱定位销。
3.根据权利要求1所述的稳定杆堵头加工夹具,其特征在于,限位杆的中部与限位座中部的安装孔过盈配合。
4.根据权利要求3所述的稳定杆堵头加工夹具,其特征在于,限位座通过第二螺栓固定在底板上。
5.根据权利要求1所述的稳定杆堵头加工夹具,其特征在于,第一压板和第二压板下方分别设置有两个支撑钉。
技术总结
本技术公开了稳定杆堵头加工夹具,包括底板、第一定位板、第二定位板、第一压板和第二压板,第一定位板、第二定位板通过第一螺栓固定在底板上,第一定位板和第二定位板相对的内侧设置有限位槽,第一压板和第二压板设置在第一定位板和第二定位板之间,压紧螺杆穿过第二定位板的中部与第二压板螺纹连接,压紧螺杆端头与第一压板通过旋转接头转动安装,所述第一压板和第二压板之间设置有限位杆,限位杆的两端分别与第一压板和第二压板上的限位孔间隙配合,本技术可通过双工位同时对多个稳定杆堵头工件进行夹持固定,提高生产效率保证产品质量,加工完成后反向旋转压紧螺杆将工件松开,即可拿下工件,操作简单。
技术研发人员:张铁君,刘源源,高亮
受保护的技术使用者:长春一汽四环变速箱汽车零件有限责任公司
技术研发日:20230912
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!