一种用于旋压机的旋压轮的制作方法
本技术属于汽车钢圈生产设备,涉及一种用于旋压机的旋压轮。
背景技术:
1、旋压机是用以执行金属旋压工艺过程,以制造薄壁空心旋转零件的塑料加工设备,金属旋压技术的基本原理相似于古代的制陶生产技术。旋压成型的零件一般为回转体筒形件或碟形件,旋压件毛坯通常为厚壁筒形件或圆形板料。旋压机的原理与结构类似于金属切削车床。
2、旋压轮毂是一种采用旋压工艺制作的轮毂,用旋压轮将旋转的金属板材压制成形状各异的轮毂,旋压轮毂外观上比普通轮毂更加光滑、美观,减少了铸造毛刺和气孔等缺陷,从而提高了轮毂的质量和寿命。
3、在旋压轮向高速旋转的工件施加拨压力时,施压轮与旋转的工件摩擦,旋压轮将大量热量传导至轴承,导致轴承长期高温,而且由于轴承需要较大的倾斜的扭矩,所以轴承老化较快,几个月就会出现轴承卡顿,影响工件表面的加工光洁度,旋压轮一般寿命周期为4~5年,现有技术更换轴承,旋压轮生产厂家大多将轮体和轴承设置为过盈配合,在更换轴承时,主要靠敲落,由于操作工人非专业,在更换轴承时,往往会出现失误操作,将轮体敲坏,为此,我们推出一种用于旋压机的旋压轮。
技术实现思路
1、本实用新型的目的是针对现有技术存在的上述问题,提供一种用于旋压机的旋压轮,本实用新型所要解决的技术问题是如何去解决快速、便捷地更换轴承,解决因轴承卡顿而造成工件品质欠佳的技术问题。
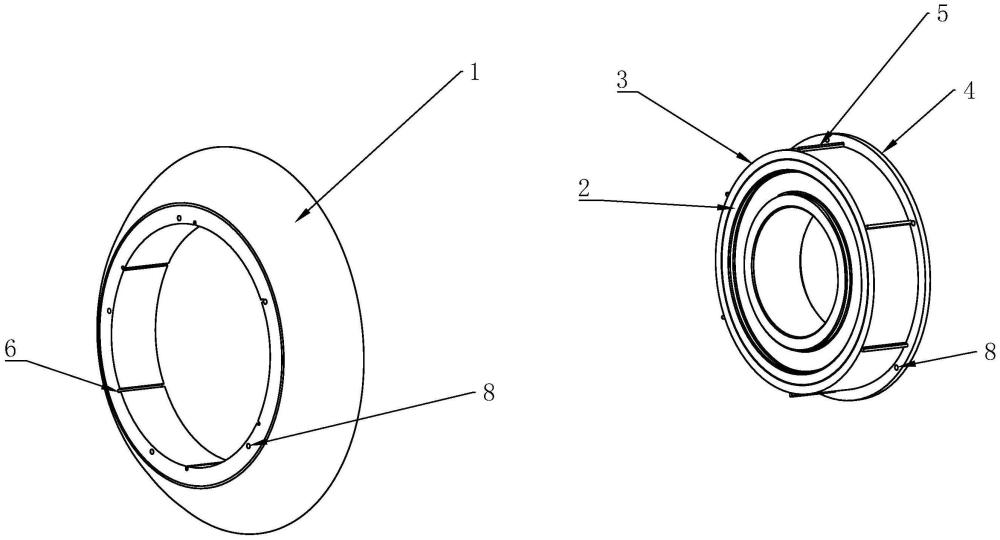
2、本实用新型的目的可通过下列技术方案来实现:一种用于旋压机的旋压轮,包括轮体和轴承,所述轴承的外圈设有呈环形的安装座,所述安装座的一端面设有定位凸台,所述安装座的外圆周面沿轴方向设有多条定位筋,所述轮体的内圆周面沿轴方向设有多条与定位筋一一对应卡接装配的定位槽,所述轮体与凸台的接触面设有用于与定位凸台卡接装配的内凹台阶,所述轮体与安装座之间均设有用于与螺栓螺纹装配的螺孔。
3、进一步地,所述轴承的外圈与安装座的内圈过盈装配。
4、有益效果:与现有技术相比,使轴承2的更换变得更加便捷、安全可靠,有效解决了因轴承2卡顿而造成的工件质量欠佳的技术问题,稳定了生产品质。
技术特征:
1.一种用于旋压机的旋压轮,包括轮体(1)和轴承(2),其特征在于,所述轴承(2)的外圈设有呈环形的安装座(3),所述安装座(3)的一端面设有定位凸台(4),所述安装座(3)的外圆周面沿轴方向设有多条定位筋(5),所述轮体(1)的内圆周面沿轴方向设有多条与定位筋(5)一一对应卡接装配的定位槽(6),所述轮体(1)设有用于与凸台的接触面嵌配的内凹台阶(7),所述轮体(1)与安装座(3)之间均设有用于与螺栓(9)螺纹装配的螺孔(8)。
2.根据权利要求1所述一种用于旋压机的旋压轮,其特征在于,所述轴承(2)的外圈与安装座(3)的内圈过盈装配。
技术总结
一种用于旋压机的旋压轮,属于汽车钢圈生产设备技术领域,包括轮体和轴承,所述轴承的外圈设有呈环形的安装座,所述安装座的一端面设有定位凸台,所述安装座的外圆周面沿轴方向设有多条定位筋,所述轮体的内圆周面沿轴方向设有多条与定位筋一一对应卡接装配的定位槽,所述轮体与凸台的接触面设有用于与定位凸台卡接装配的内凹台阶,所述轮体与安装座之间均设有用于与螺栓螺纹装配的螺孔,与现有技术相比,使轴承2的更换变得更加便捷、安全可靠,有效解决了因轴承2卡顿而造成的工件质量欠佳的技术问题,稳定了生产品质。
技术研发人员:肖仕彪
受保护的技术使用者:咸宁兴民钢圈有限公司
技术研发日:20230912
技术公布日:2024/4/29
- 还没有人留言评论。精彩留言会获得点赞!