一种小回转法盘类柔性车具的制作方法
本技术涉及车床夹具,尤其是涉及一种小回转法盘类柔性车具。
背景技术:
1、由于滑阀副配合孔要求精度较高(直径差0.03±0.002mm、圆柱度要求不大于0.0025mm,长度叠合量尺寸要求(c值+0.26)±0.02mm,且“c值”两端的工作棱边处不仅有“(保持锐边)r≤0.02mm”质量特性要求,还有⊥0.03mm的垂直度要求)。
2、目前,针对上述工件一般采用小回转车床进行加工;然而小回转车床常用的通用车具包括弹簧夹头、三爪卡盘、法盘,有的车床出厂配备由扩涨芯轴,其中弹簧夹头和扩涨芯轴通过后置“拉钉”与车床连接,而三爪卡盘和法盘通过前置的“盘根”与车床连接,可见当车床由弹簧夹头或扩涨芯轴转换成三爪卡盘或法盘时,操作麻烦、换型时间长。尤其是,选用法盘装夹被加工工件时,需增设一个定位芯轴,凭借定位芯轴实现被加工工件的快速装夹和换型,且法盘类车具的安装调试较繁琐、装夹定位精度较低的缺点明显。
3、为此,设计了一种小回转法盘类柔性车具。
技术实现思路
1、为了克服背景技术中的不足,本实用新型公开了一种小回转法盘类柔性车具。
2、为实现上述发明目的,本实用新型采用如下技术方案:
3、一种小回转法盘类柔性车具,包括:
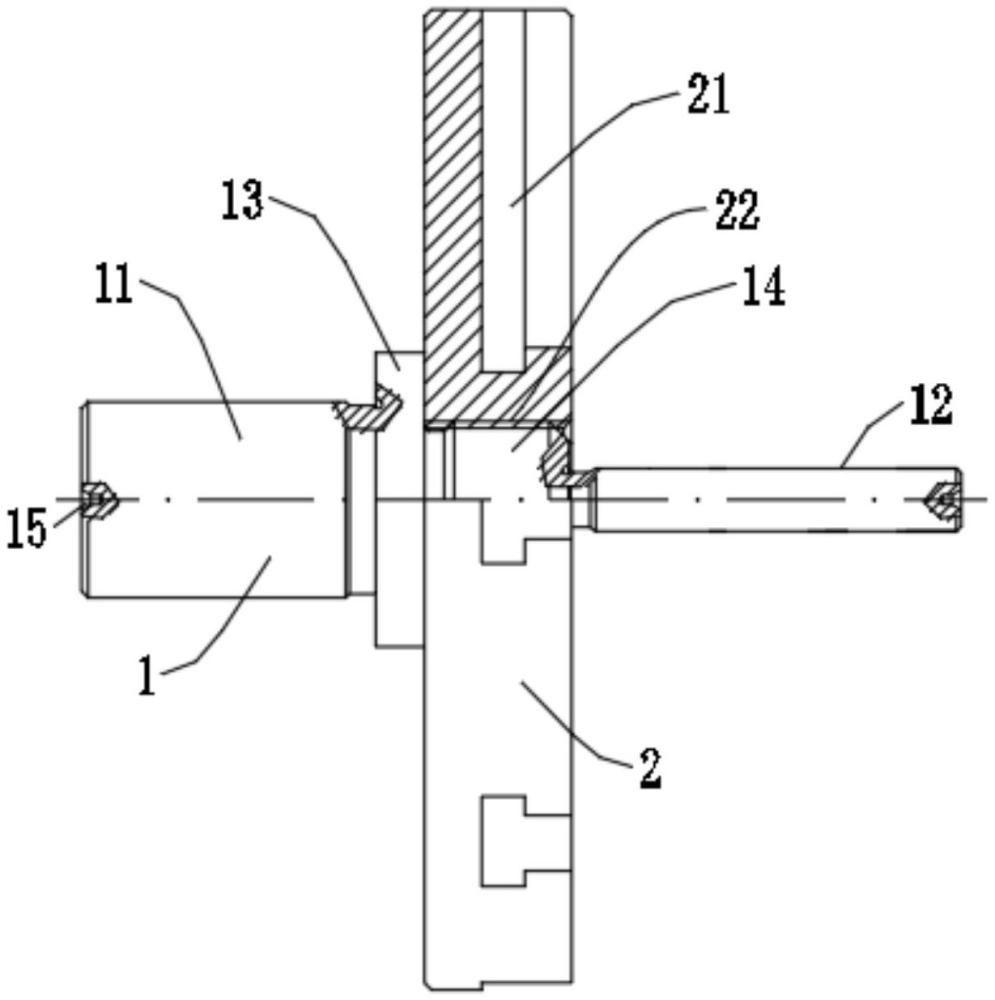
4、车具主体,其具有能够被弹簧夹头夹持的车具连接部和用于对工件进行定位的装夹定位部,所述车具连接部与装夹定位部同轴设置;
5、法盘,其能够拆卸的同轴套设于所述车具主体对应位于车具连接部和装夹定位部之间的位置;所述法盘正面沿其周向均匀间隔环设有多个沿其径向设置的t型槽。
6、优选的,所述车具主体设有环形凸起部,所述环形凸起部对应装夹定位部的一端面贴合于所述法盘背面。
7、优选的,所述车具主体对应位于车具连接部和装夹定位部之间的位置设有外螺纹部。
8、优选的,所述法盘中部设有与外螺纹部螺纹配合的螺纹孔。
9、优选的,所述法盘中部设有台阶孔,且台阶孔对应t型槽的一段为大径段,所述外螺纹部螺纹配合有锁紧螺母,且锁紧螺母对应位于台阶孔大径段内腔。
10、优选的,所述法盘沿其周向均匀间隔环设有多个减重孔。
11、优选的,所述减重孔与t型槽交替设置。
12、优选的,所述车具主体两端面中部均设有中心孔。
13、由于采用如上所述的技术方案,本实用新型具有如下有益效果:
14、1、由于采用车具连接部与装夹定位部一体化设计,中部连接法盘,实现了数控车床弹簧夹头夹持车具连接部,便能够快速完成固定法盘和装夹定位部的工作,有效规避了后置“拉钉”与前置的“盘根”之间变换的复杂操作,使得换型操作简单、快捷;
15、2、规避了法盘设置定位孔的常规设计方案,只是采用法盘的柔性装夹的结构优点,设计制作的法盘与装夹定位部的两体化结构形式,满足了以内孔定位压紧外形轮廓的小型壳体类被加工工件的高精度装夹需求。
技术特征:
1.一种小回转法盘类柔性车具,其特征在于:包括:
2.根据权利要求1所述的一种小回转法盘类柔性车具,其特征在于:所述车具主体(1)设有环形凸起部(13),所述环形凸起部(13)对应装夹定位部(12)的一端面贴合于所述法盘(2)背面。
3.根据权利要求1所述的一种小回转法盘类柔性车具,其特征在于:所述车具主体(1)对应位于车具连接部(11)和装夹定位部(12)之间的位置设有外螺纹部(14)。
4.根据权利要求3所述的一种小回转法盘类柔性车具,其特征在于:所述法盘(2)中部设有与外螺纹部(14)螺纹配合的螺纹孔(22)。
5.根据权利要求3所述的一种小回转法盘类柔性车具,其特征在于:所述法盘(2)中部设有台阶孔(23),且台阶孔(23)对应t型槽(21)的一段为大径段,所述外螺纹部(14)螺纹配合有锁紧螺母(3),且锁紧螺母(3)对应位于台阶孔(23)大径段内腔。
6.根据权利要求1所述的一种小回转法盘类柔性车具,其特征在于:所述法盘(2)沿其周向均匀间隔环设有多个减重孔(24)。
7.根据权利要求6所述的一种小回转法盘类柔性车具,其特征在于:所述减重孔(24)与t型槽(21)交替设置。
8.根据权利要求1所述的一种小回转法盘类柔性车具,其特征在于:所述车具主体(1)两端面中部均设有中心孔(15)。
技术总结
本技术涉及车床夹具技术领域的一种小回转法盘类柔性车具,包括:车具主体,其具有能够被弹簧夹头夹持的车具连接部和用于对工件进行定位的装夹定位部,所述车具连接部与装夹定位部同轴设置;法盘,其能够拆卸的同轴套设于所述车具主体对应位于车具连接部和装夹定位部之间的位置;所述法盘正面沿其周向均匀间隔环设有多个沿其径向设置的T型槽;本技术由于采用车具连接部与装夹定位部一体化设计,中部连接法盘,实现了数控车床弹簧夹头夹持车具连接部,便能够快速完成固定法盘和装夹定位部的工作,有效规避了后置“拉钉”与前置的“盘根”之间变换的复杂操作,使得换型操作简单、快捷。
技术研发人员:赵磊,李桃丰,胡阿丽,李季节,牛玉芳,周荣立,周领燕
受保护的技术使用者:新乡航空工业(集团)有限公司
技术研发日:20230919
技术公布日:2024/4/29
- 还没有人留言评论。精彩留言会获得点赞!