一种顶管管节预制钢筋加工的定位装置的制作方法
本技术涉及矩形顶管管节预制,尤其是一种顶管管节预制钢筋加工的定位装置。
背景技术:
1、目前顶管预制管节钢筋加工期间,基本采用传统的架立筋定位,然后在放置封闭箍筋,最后在穿入分布筋(主筋),采用此方法加工成型的钢筋质量较差,钢筋加工期间箍筋、分布筋(主筋)的间距控制较困难、钢筋加工期间封闭箍筋、分布筋(主筋)需临时固定的点位较多、钢筋的整体垂直度不能保证外观质量较差,根据《混凝土结构工程施工质量验收规范》
2、gb50204-2015验收期间一般项目的合格率较低,为此,我们提出一种顶管管节预制钢筋加工的定位装置解决上述问题。
技术实现思路
1、本实用新型的目的在于提供一种顶管管节预制钢筋加工的定位装置,以解决上述背景技术中提出的问题。
2、为实现上述目的,本实用新型提供如下技术方案:
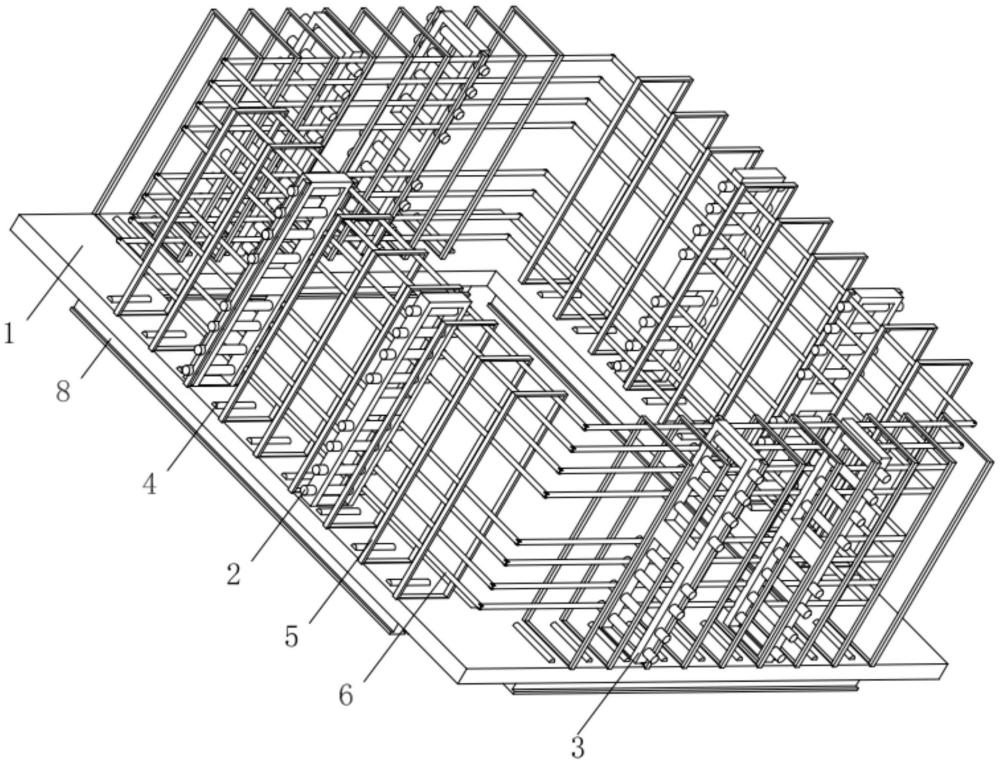
3、一种顶管管节预制钢筋加工的定位装置,包括基座面板,所述基座面板的上表面固定连接有四组等距离排列的箍筋定位筋,所述基座面板的上表面固定连接有四组分布筋定位支架,每个所述分布筋定位支架的内壁均套接有一组等距离排列的分布筋定位插销,每组所述分布筋定位插销的上表面均放置有分布主筋,每组所述分布主筋的外表面均套设有一组封闭箍筋,每个所述分布主筋的外表面均与封闭箍筋的内壁固定连接,每个所述封闭箍筋的底面均与基座面板的上表面相接触。
4、在进一步的实施例中,所述基座面板的底面固定连接有四组角钢钢板,四组所述角钢钢板的数量至少为十二个。
5、在进一步的实施例中,所述箍筋定位筋采用圆钢制作而成,所述圆钢直径为mm。
6、在进一步的实施例中,所述分布筋定位支架的数量至少为八个,且分布筋定位支架为角钢制作。
7、在进一步的实施例中,每个所述分布筋定位支架的内壁均固定连接有支架横撑,所述支架横撑为角钢材质。
8、在进一步的实施例中,所述分布筋定位插销采用mm的圆钢进行设置。
9、与现有技术相比,本实用新型的有益效果是:
10、本装置通过设置的基座面板、分布筋定位插销、箍筋定位筋、分布筋定位支架和分布主筋,能够利用箍筋定位筋控制封闭箍筋的间距,有效确保封闭箍筋放置期间间距一次到位,并利用分布筋定位插销控制分布主筋的间距,能够代替传统钢筋加工期间的临时焊接加固定位的方式,能够将顶管管节预制钢筋加工存在的缺点及一般项目验收率底的问题进行了解决,增加了一次验收的合格率,易于钢筋加工的操作、降低了人工使用及返工造成的成本,便于对施工质量的控制。
技术特征:
1.一种顶管管节预制钢筋加工的定位装置,其特征在于:包括基座面板(1),所述基座面板(1)的上表面固定连接有四组等距离排列的箍筋定位筋(4),所述基座面板(1)的上表面固定连接有四组分布筋定位支架(3),每个所述分布筋定位支架(3)的内壁均套接有一组等距离排列的分布筋定位插销(2),每组所述分布筋定位插销(2)的上表面均放置有分布主筋(6),每组所述分布主筋(6)的外表面均套设有一组封闭箍筋(5),每个所述分布主筋(6)的外表面均与封闭箍筋(5)的内壁固定连接,每个所述封闭箍筋(5)的底面均与基座面板(1)的上表面相接触。
2.根据权利要求1所述的一种顶管管节预制钢筋加工的定位装置,其特征在于:所述基座面板(1)的底面固定连接有四组角钢钢板(8),四组所述角钢钢板(8)的数量至少为十二个。
3.根据权利要求1所述的一种顶管管节预制钢筋加工的定位装置,其特征在于:所述箍筋定位筋(4)采用圆钢制作而成,所述圆钢直径为10mm。
4.根据权利要求1所述的一种顶管管节预制钢筋加工的定位装置,其特征在于:所述分布筋定位支架(3)的数量至少为八个,且分布筋定位支架(3)为角钢制作。
5.根据权利要求1所述的一种顶管管节预制钢筋加工的定位装置,其特征在于:每个所述分布筋定位支架(3)的内壁均固定连接有支架横撑(7),所述支架横撑(7)为角钢材质。
6.根据权利要求1所述的一种顶管管节预制钢筋加工的定位装置,其特征在于:所述分布筋定位插销(2)采用10mm的圆钢进行设置。
技术总结
本技术公开了一种顶管管节预制钢筋加工的定位装置,包括基座面板,所述基座面板的上表面固定连接有四组等距离排列的箍筋定位筋,所述基座面板的上表面固定连接有四组分布筋定位支架,每个所述分布筋定位支架的内壁均套接有一组等距离排列的分布筋定位插销,每组所述分布筋定位插销的上表面均放置有分布主筋,每组所述分布主筋的外表面均套设有一组封闭箍筋,每个所述分布主筋的外表面均与封闭箍筋的内壁固定连接。本装置能够将顶管管节预制钢筋加工存在的缺点及一般项目验收率底的问题进行了有效解决,增加了一次验收的合格率,易于钢筋预制加工的操作、降低了人工使用及返工造成的成本,便于对施工质量的控制。
技术研发人员:任锦涛,王清泉,蒋春成
受保护的技术使用者:中隧方盾(天津)市政工程有限公司
技术研发日:20230926
技术公布日:2024/4/24
- 还没有人留言评论。精彩留言会获得点赞!