一种轧制特薄壁管专用锥形芯棒及连轧机的制作方法
本技术涉及轧制特薄壁管,特别是涉及一种轧制特薄壁管专用锥形芯棒及连轧机。
背景技术:
1、随着钢管市场的变化,不断扩展产品规格,丰富产产品结构。近些年内,陆续研制出耐磨管、热轧轴承钢用管、复合管、钛合金管、特薄壁气瓶管等产品。其中特薄壁气瓶管和耐磨管的产品壁厚要求精度高、壁厚薄。同时部分产品的壁厚已经达到连轧机设计的下极限。并且薄壁耐磨管属于高碳钢,其硬度大,温降快。在轧制时轧机负载高、轧制限动大、脱管机扭矩大,经常发生不脱棒事故。
技术实现思路
1、本实用新型的目的是提供一种轧制特薄壁管专用锥形芯棒及连轧机,以解决上述现有技术存在的问题,能够有效避免轧制特薄壁管发生不脱棒的事故,有效提高作业时的安全性。
2、为实现上述目的,本实用新型提供了如下方案:
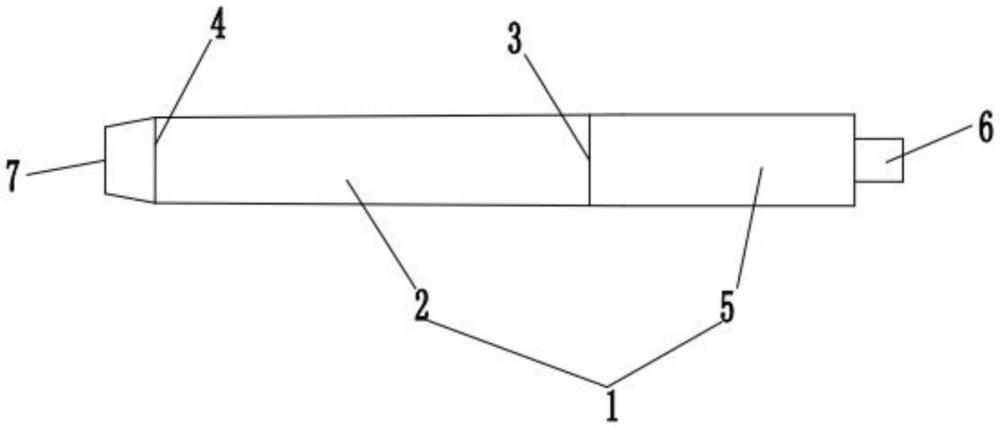
3、本实用新型提供一种轧制特薄壁管专用锥形芯棒,包括:芯棒本体、固定部和突入部,所述芯棒本体包括锥形段和圆柱段,所述锥形段的大头端与所述圆柱段一体固定连接,所述锥形段用于伸入薄壁管并与所述薄壁管之间形成脱棒间隙以减少所述芯棒本体与所述薄壁管的接触面积;所述固定部与所述圆柱段远离所述锥形段的一端一体固定连接,所述固定部用于与连轧机能够拆卸地固定连接;所述突入部与所述锥形段的小头端一体固定连接,所述突入部用于挤压并穿过所述薄壁管的内部。
4、优选的,所述芯棒本体的热膨胀系数α的取值范围为1.0015-1.0020。
5、优选的,所述圆柱段的理论直径dx=d-2s,其中d为所述连轧机出口荒管外径,s为所述薄壁管的壁厚,所述圆柱段的实际直径dmax=(1-m)dx,其中m为芯棒附加公差率。
6、优选的,所述锥形段的大头端的直径与所述圆柱段的直径相同。
7、优选的,所述锥形段小头端的直径dmin=dx-[(dx*α-dx)+(d-d/β)],其中β为薄壁管的收缩系数,且β=α-0.0001。
8、优选的,所述突入部为锥台,且所述突入部的大头端与所述锥形段的小头端一体固定连接。
9、本实用新型还提供了一种连轧机,包括如上所述的轧制特薄壁管专用锥形芯棒。
10、本实用新型相对于现有技术取得了以下技术效果:
11、本实用新型提供一种轧制特薄壁管专用锥形芯棒及连轧机,通过将芯棒本体的工作段设置成锥形段,从而能够在从芯棒本体设计角度上,增加了脱棒间隙,减少芯棒本体与钢管的接触面积,从而减少了芯棒本体与钢管的摩擦力,来达到芯棒本体与钢管的摩擦力小于脱棒力的目的,解决轧制特薄壁管时易发生不脱棒的工艺事故,有效减少不脱棒事故的发生,有效增强了工作时的安全性。
技术特征:
1.一种轧制特薄壁管专用锥形芯棒,其特征在于:包括:
2.根据权利要求1所述的轧制特薄壁管专用锥形芯棒,其特征在于:所述芯棒本体的热膨胀系数α的取值范围为1.0015-1.0020。
3.根据权利要求2所述的轧制特薄壁管专用锥形芯棒,其特征在于:所述圆柱段的理论直径dx=d-2s,其中d为所述连轧机出口荒管外径,s为所述薄壁管的壁厚,所述圆柱段的实际直径dmax=(1-m)dx,其中m为芯棒附加公差率。
4.根据权利要求3所述的轧制特薄壁管专用锥形芯棒,其特征在于:所述锥形段的大头端的直径与所述圆柱段的直径相同。
5.根据权利要求4所述的轧制特薄壁管专用锥形芯棒,其特征在于:所述锥形段小头端的直径dmin=dx-[(dx*α-dx)+(d-d/β)],其中β为薄壁管的收缩系数,且β=α-0.0001。
6.根据权利要求1所述的轧制特薄壁管专用锥形芯棒,其特征在于:所述突入部为锥台,且所述突入部的大头端与所述锥形段的小头端一体固定连接。
7.一种连轧机,其特征在于:包括如权利要求1~6任一项所述的轧制特薄壁管专用锥形芯棒。
技术总结
本技术公开了一种轧制特薄壁管专用锥形芯棒及连轧机,涉及轧制特薄壁管技术领域,包括:芯棒本体、固定部和突入部,芯棒本体包括锥形段和圆柱段,锥形段的大头端与圆柱段一体固定连接,锥形段用于伸入薄壁管并与薄壁管之间形成脱棒间隙以减少芯棒本体与薄壁管的接触面积;固定部与圆柱段远离锥形段的一端一体固定连接,固定部用于与连轧机能够拆卸地固定连接;突入部与锥形段的小头端一体固定连接,突入部用于挤压并穿过薄壁管的内部,能够有效避免轧制特薄壁管发生不脱棒的事故,有效提高作业时的安全性。
技术研发人员:考然,王煜龙,张炜楠,张磊,张静波,强强
受保护的技术使用者:包头钢铁(集团)有限责任公司
技术研发日:20230925
技术公布日:2024/5/6
- 还没有人留言评论。精彩留言会获得点赞!