一种用于加工内阶梯孔的阶梯刀具的制作方法
本技术涉及刀具的,具体涉及一种用于加工内阶梯孔的阶梯刀具。
背景技术:
1、目前,对于内阶梯孔的加工顺序,一般包括粗加工、半精加工和精加工三个过程,粗加工先加工出一个直孔,半精加工再加工出一个带有加工余量的阶梯孔,精加工对上述阶梯孔再加工。
2、为了提高加工效率,目前阶梯孔的半精加工和精加工均采用阶梯刀具,阶梯孔的加工不同于普通直孔的加工,在半精加工过程,阶梯刀具尖端通过事先的直孔导向定位,但是,在精加工过程,由于阶梯刀具后端固定在刀柄上,越靠近刀柄处,刀具在径向作用力下其偏移调整的尺寸越小,因此,在加工工件的部分余量时,常会出现阶梯刀具最后端的刀刃比最前端的刀刃提前碰触到阶梯孔的现象,使得加工过程中,阶梯刀具最后段的刀刃严重影响到最前端刀刃对内阶梯孔的加工,导致加工的内阶梯孔不满足设计要求,最后只能将不满足设计要求的工件进行报废处理,从而带来极大的损失。
技术实现思路
1、本实用新型意在提供一种能够提高加工的内阶梯孔精度的用于加工内阶梯孔的阶梯刀具。
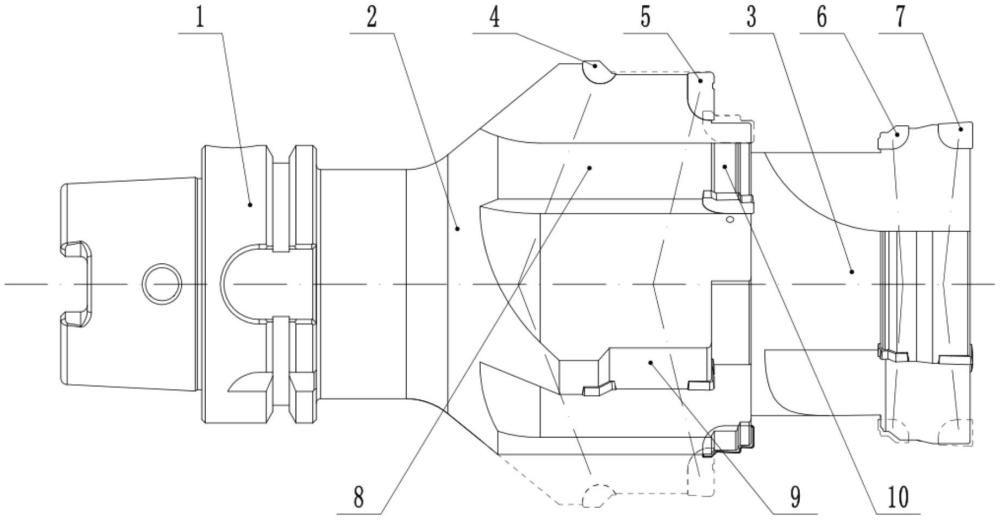
2、为达到上述目的,本实用新型采用如下技术方案:一种用于加工内阶梯孔的阶梯刀具,包括安装座和刀体,所述刀体包括第一刀身和第二刀身,所述第一刀身的一端可拆卸连接在安装座上,另一端与第二刀身的端部形成一体式结构,所述第二刀身上沿其圆周方向均布有多个沿径向凸起的平衡块,每个平衡块远离第一刀身的端部设有第一刀头,所有平衡块的第一刀头沿第二刀身圆周方向环绕形成小孔切削刃,所述小孔切削刃的前端带有一定的锥度,所述第一刀身上沿其圆周方向均布有多个沿径向凸起的凸起柱和肋柱,多个凸起柱和肋柱相互交叉设置,每个凸起柱朝向第二刀身的端部设有过渡刀头,所有凸起柱的过渡刀头沿第一刀身圆周方向环绕形成过渡孔刃,每个肋柱朝向第二刀身的端部设有第二刀头,所有肋柱的第二刀头沿第一刀身圆周方向环绕形成大孔切削刃,所述大孔切削刃的后端带有一定的锥度。
3、在实际加工过程中,首先在工件上利用直钻按照预定的位置进行粗加工直孔,完成直孔加工后,再顺着直孔加工方向深度越小孔径越大进行加工,利用本方案中第二刀身上小孔切削刃的前端对直孔的最外端加工出锥面形成锥孔,完成锥面加工后,第二刀身上小孔切削刃的后端继续沿深度越小的加工方向进行加工,加工后,再利用第一刀身上过渡孔刃初步使得直孔形成小孔阶梯状;继续加工,利用第二刀身上大孔切削刃的前端对直孔内部加工形成深度越小孔径越大的阶梯孔,而第二刀身上大孔切削刃的后端对直孔最内端加工出锥面形成锥孔,大孔切削刃加工的锥孔直径大于小孔切削刃加工的锥孔直径。
4、因此,本方案通过第一刀身和第二刀身同轴加工一次性形成的复杂内阶梯孔,本方案还可根据内阶梯孔的复杂度,调整单用第一刀身或第二刀身,提高切削刀具的适用范围;同时,第二刀身上小孔切削刃的前端加工直孔最外端的锥面形成锥孔,保证了小孔切削刃的后端导向加工,保证了阶梯刀具在加工前端的阶梯孔时的加工精度,从而能够提高加工的内阶梯孔精度。
5、进一步,每个第一刀头远离第一刀身的端部设有第四阶梯刃,所述第四阶梯刃的前端侧面呈一定锥度,每个第一刀头靠近第一刀身的端部设有第三阶梯刃,所述第三阶梯刃与第四阶梯刃之间具有一定的距离,所有第三阶梯刃形成小孔切削刃的后端,所有第四阶梯刃形成小孔切削刃的前端,所述小孔切削刃前端的直径大于小孔切削刃后端的直径。
6、本方案中第二刀身上所有的第一刀头均具有相间隔设置的第三阶梯刃和第四阶梯刃,其所有第三阶梯刃形成小孔切削刃的后端,所有第四阶梯刃形成小孔切削刃的前端,同时,小孔切削刃前端的直径大于小孔切削刃后端的直径,因此,小孔切削刃针对直孔进行镗孔时,首先通过第四阶梯刃对直孔进行切削形成锥孔,通过锥孔作为后续镗孔的导向孔,避免第三阶梯刃触碰至直孔内壁,保证整体镗孔的精度。
7、进一步,每个第二刀头朝向第二刀身的端部设有第二阶梯刃,每个第二刀头远离第二刀身的端部设有第一阶梯刃,所述第一阶梯刃的后端侧面呈一定锥度,所述第一阶梯刃与第二阶梯刃之间具有一定的距离,所有第一阶梯刃形成大孔切削刃的后端,所有第二阶梯刃形成大孔切削刃的前端,所述大孔切削刃前端的直径大于大孔切削刃后端的直径。
8、本方案中第一刀身上所有的第二刀头均具有相间隔设置的第一阶梯刃和第二阶梯刃,其所有第一阶梯刃形成大孔切削刃的后端,所有第二阶梯刃形成大孔切削刃的前端,大孔切削刃前端的直径大于大孔切削刃后端的直径,因此,大孔切削刃针对直孔进行镗孔时,首先通过第二阶梯刃对直孔进行切削形成符合要求的直孔,最后,通过第一阶梯刃对直孔最内端进行切削形成锥孔,该锥孔与小孔切削刃形成的锥孔相对应,保证镗孔的同轴性,从而保证整体镗孔的精度。
9、进一步,每个过渡刀头朝向第二刀身的端部设有阶梯刀刃,所述阶梯刀刃的外端呈阶梯状,所有阶梯刀刃的前部位形成过渡孔刃的前端,所有阶梯刀刃的后部位形成过渡孔刃的后端,所述过渡孔刃前端的直径等于小孔切削刃后端的直径,所述过渡孔刃后端的直径等于大孔切削刃前端的直径。
10、本方案中的过渡刀头上的过渡孔刃用于过渡小孔切削刃和大孔切削刃,适合加工复杂的阶梯孔。
11、进一步,所述第一阶梯刃的中心与第一刀身的中轴线之间的连线向上倾斜3°。
12、进一步,所述阶梯刀刃的中心与第一刀身的中轴线之间的连线向上倾斜3°。
13、相比现有技术,本实用新型还具有以下技术效果:
14、本实用新型结构简单,通过在刀体上设置的第一刀身和第二刀身,缩短切削阶梯状时的距离,利用第二刀身上小孔切削刃实现在直孔最外端切削形成锥孔,通过该锥孔作为后续镗孔的导向基础,对阶梯小孔和阶梯大孔进行精铰,提高了产品的加工质量,降低了生产成本。
技术特征:
1.一种用于加工内阶梯孔的阶梯刀具,其特征在于,包括安装座和刀体,所述刀体包括第一刀身和第二刀身,所述第一刀身的一端可拆卸连接在安装座上,另一端与第二刀身的端部形成一体式结构,所述第二刀身上沿其圆周方向均布有多个沿径向凸起的平衡块,每个平衡块远离第一刀身的端部设有第一刀头,所有平衡块的第一刀头沿第二刀身圆周方向环绕形成小孔切削刃,所述小孔切削刃的前端带有一定的锥度,所述第一刀身上沿其圆周方向均布有多个沿径向凸起的凸起柱和肋柱,多个凸起柱和肋柱相互交叉设置,每个凸起柱朝向第二刀身的端部设有过渡刀头,所有凸起柱的过渡刀头沿第一刀身圆周方向环绕形成过渡孔刃,每个肋柱朝向第二刀身的端部设有第二刀头,所有肋柱的第二刀头沿第一刀身圆周方向环绕形成大孔切削刃,所述大孔切削刃的后端带有一定的锥度。
2.根据权利要求1所述的一种用于加工内阶梯孔的阶梯刀具,其特征在于:每个第一刀头远离第一刀身的端部设有第四阶梯刃,所述第四阶梯刃的前端侧面呈一定锥度,每个第一刀头靠近第一刀身的端部设有第三阶梯刃,所述第三阶梯刃与第四阶梯刃之间具有一定的距离,所有第三阶梯刃形成小孔切削刃的后端,所有第四阶梯刃形成小孔切削刃的前端,所述小孔切削刃前端的直径大于小孔切削刃后端的直径。
3.根据权利要求1所述的一种用于加工内阶梯孔的阶梯刀具,其特征在于:每个第二刀头朝向第二刀身的端部设有第二阶梯刃,每个第二刀头远离第二刀身的端部设有第一阶梯刃,所述第一阶梯刃的后端侧面呈一定锥度,所述第一阶梯刃与第二阶梯刃之间具有一定的距离,所有第一阶梯刃形成大孔切削刃的后端,所有第二阶梯刃形成大孔切削刃的前端,所述大孔切削刃前端的直径大于大孔切削刃后端的直径。
4.根据权利要求1所述的一种用于加工内阶梯孔的阶梯刀具,其特征在于:每个过渡刀头朝向第二刀身的端部设有阶梯刀刃,所述阶梯刀刃的外端呈阶梯状,所有阶梯刀刃的前部位形成过渡孔刃的前端,所有阶梯刀刃的后部位形成过渡孔刃的后端,所述过渡孔刃前端的直径等于小孔切削刃后端的直径,所述过渡孔刃后端的直径等于大孔切削刃前端的直径。
5.根据权利要求3所述的一种用于加工内阶梯孔的阶梯刀具,其特征在于:所述第一阶梯刃的中心与第一刀身的中轴线之间的连线向上倾斜3°。
6.根据权利要求4所述的一种用于加工内阶梯孔的阶梯刀具,其特征在于:所述阶梯刀刃的中心与第一刀身的中轴线之间的连线向上倾斜3°。
技术总结
本技术涉及刀具的技术领域,公开了一种用于加工内阶梯孔的阶梯刀具,包括第一刀身和第二刀身,第二刀身上沿其圆周方向均布有多个沿径向凸起的平衡块,每个平衡块远离第一刀身的端部设有第一刀头,所有平衡块的第一刀头沿第二刀身圆周方向环绕形成小孔切削刃,第一刀身上沿其圆周方向均布有多个沿径向凸起的凸起柱和肋柱,每个凸起柱朝向第二刀身的端部设有过渡刀头,所有凸起柱的过渡刀头沿第一刀身圆周方向环绕形成过渡孔刃,每个肋柱朝向第二刀身的端部设有第二刀头,所有肋柱的第二刀头沿第一刀身圆周方向环绕形成大孔切削刃。本技术能够提高加工的内阶梯孔精度。
技术研发人员:宁史朋
受保护的技术使用者:重庆渝钻精密工具制造有限公司
技术研发日:20230927
技术公布日:2024/5/19
- 还没有人留言评论。精彩留言会获得点赞!