一种铝合金叉臂模具的制作方法
本技术涉及锻造,尤其涉及一种铝合金叉臂模具。
背景技术:
1、目前铝合金叉臂类产品因为存在长臂,这些长臂的型腔出于轻量化的考虑,几乎都是狭窄且较深的型腔,不容易充填完整,并且在成型过程中容易产生穿筋裂纹,粗晶出现穿透。
2、目前普遍使用的解决方式是将预锻型腔加深,预锻分模线处做大圆角,直接使用大直径的材料铺满型腔,或者采用预锻带有挤压筒的结构,利用强大的压力挤满型腔,前者会造成材料的极大浪费,导致材料成本增加,后者导致模具加工难度增加,且模具受力加剧,模具寿命相应降低。
技术实现思路
1、有鉴于此,本实用新型的目的在于提出一种铝合金叉臂模具,以解决现有铝合金叉臂在生产过程中,材料浪费严重与充填困难的问题。
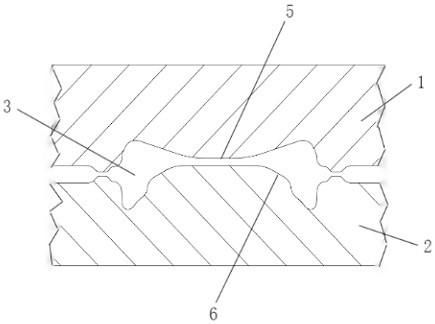
2、基于上述目的,本实用新型提供了一种铝合金叉臂模具,包括上模、下模和由所述上模和下模构成的预锻叉臂型腔和终锻叉臂型腔,所述上模的预锻叉臂型腔的中部和所述下模的预锻叉臂型腔的中部均设有连皮结构,所述连皮结构包括平面部和沿所述平面部周围倾斜的斜面部,且所述上模的斜面部与平面部之间的夹角不大于所述下模的斜面部与平面部之间的夹角;其中,在预锻成型过程中,材料从平面部贴着斜面向外流动,不会产生材料回流或流动空腔,从而填满预锻叉臂型腔,以避免产生裂纹折叠缺陷。
3、优选的,所述上模的斜面部长度大于所述下模的斜面部长度。
4、优选的,所述上模的平面部面积小于所述下模的平面部面积。
5、优选的,所述上模的斜面部与平面部之间的夹角为10°-20°。
6、优选的,所述下模的斜面部与平面部之间的夹角为20°-30°。
7、优选的,所述上模的平面部与所述下模的平面部之间的间隙为2.5-5mm。
8、本实用新型的有益效果:降低了叉臂深窄型腔的充填难度,减少材料使用量,节约材料成本;调整了预终锻的变形量,有利于铝合金性能的提升;解决了叉臂穿筋裂纹的问题。
技术特征:
1.一种铝合金叉臂模具,包括上模(1)、下模(2)和由所述上模(1)和下模(2)构成的预锻叉臂型腔(3)和终锻叉臂型腔(4),其特征在于,所述上模(1)的预锻叉臂型腔(3)的中部和所述下模(2)的预锻叉臂型腔(3)的中部均设有连皮结构,所述连皮结构包括平面部(5)和沿所述平面部(5)周围倾斜的斜面部(6),且所述上模(1)的斜面部(6)与平面部(5)之间的夹角不大于所述下模(2)的斜面部(6)与平面部(5)之间的夹角;其中,在预锻成型过程中,材料从平面部(5)贴着斜面向外流动,不会产生材料回流或流动空腔,从而填满预锻叉臂型腔(3),以避免产生裂纹折叠缺陷。
2.根据权利要求1所述的一种铝合金叉臂模具,其特征在于,所述上模(1)的斜面部(6)长度大于所述下模(2)的斜面部(6)长度。
3.根据权利要求1所述的一种铝合金叉臂模具,其特征在于,所述上模(1)的平面部(5)面积小于所述下模(2)的平面部(5)面积。
4.根据权利要求1所述的一种铝合金叉臂模具,其特征在于,所述上模(1)的斜面部(6)与平面部(5)之间的夹角为10°-20°。
5.根据权利要求1所述的一种铝合金叉臂模具,其特征在于,所述下模(2)的斜面部(6)与平面部(5)之间的夹角为20°-30°。
6.根据权利要求1所述的一种铝合金叉臂模具,其特征在于,所述上模(1)的平面部(5)与所述下模(2)的平面部(5)之间的间隙为2.5-5mm。
技术总结
本技术涉及锻造技术领域,具体涉及一种铝合金叉臂模具,包括上模、下模和由所述上模和下模构成的预锻叉臂型腔和终锻叉臂型腔,所述上模的预锻叉臂型腔的中部和所述下模的预锻叉臂型腔的中部均设有连皮结构,所述连皮结构包括平面部和沿所述平面部周围倾斜的斜面部,且所述上模的斜面部与平面部之间的夹角不大于所述下模的斜面部与平面部之间的夹角,在预锻成型过程中,材料从平面部贴着斜面向外流动,不会产生材料回流或流动空腔,从而填满预锻叉臂型腔,以避免产生裂纹折叠缺陷,解决了现有铝合金叉臂在生产过程中,材料浪费严重与充填困难的问题,且降低了模具加工难度,提升了模具的使用寿命。
技术研发人员:张高群,李联刚,龚树东
受保护的技术使用者:芜湖三联锻造股份有限公司
技术研发日:20230927
技术公布日:2024/4/22
- 还没有人留言评论。精彩留言会获得点赞!