一种带颈泵壳法兰焊接辅助装置的制作方法
本技术属于法兰焊接辅助工装,具体涉及一种带颈泵壳法兰焊接辅助装置。
背景技术:
1、目前带颈泵壳法兰焊接,由于泵壳中带颈法兰颈部尺寸小(通径40mm),与泵壳装配定位焊和对接时易变形,导致带颈法兰与泵壳同心度、垂直度、平面度非常差。泵壳、带颈法兰均为锻件毛坯,不能补焊返修,焊接变形不能满足尺寸要求时,将导致产品报废。
2、目前,传统的制造只能装配后,对称点焊,由于带颈法兰结构为“头重脚轻”形式,且颈部通径仅为40mm,传统的装焊后的变形最终不能满足带颈泵壳法兰尺寸要求。
技术实现思路
1、本实用新型的目的在于:提供一种带颈泵壳法兰焊接辅助装置,解决现有带颈泵壳法兰焊接不便、焊接质量差的问题。
2、本实用新型采用的技术方案如下:
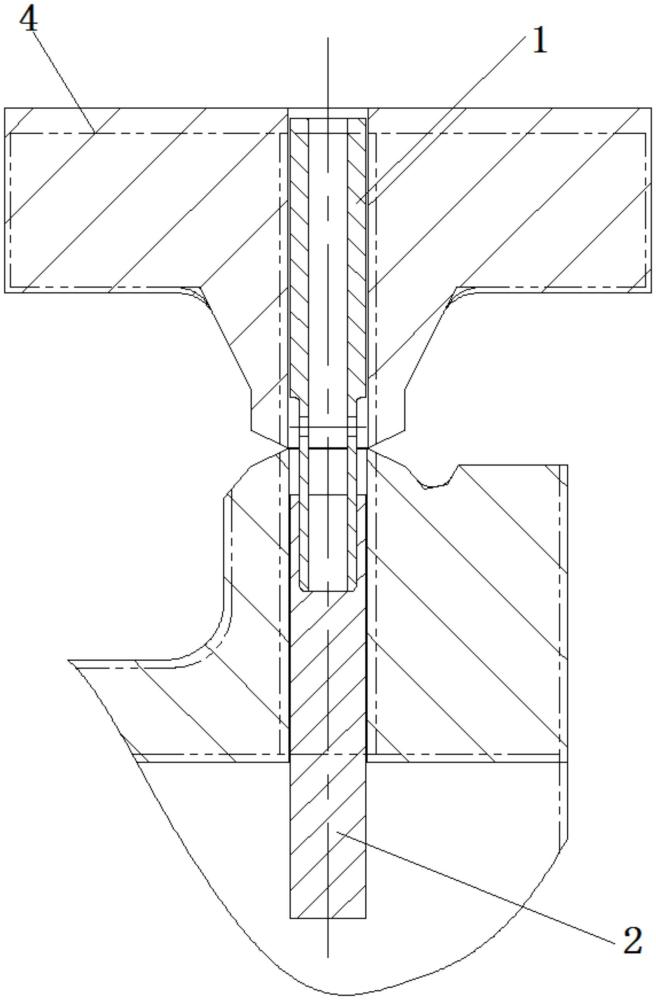
3、一种带颈泵壳法兰焊接辅助装置,包括上轴管和下轴管,所述上轴管为中空管,所述上轴管的内径为20mm,所述上轴管包括法兰装配部和下轴管连接部,所述法兰装配部的外径为39mm,所述下轴管连接部的外径为29.6mm,所述下轴管开设有上轴管连接孔,所述上轴管连接孔的孔径为30mm,所述下轴管的外径为39mm。
4、进一步地,所述下轴管连接部上开设有若干漏气孔。
5、进一步地,所述漏气孔的孔径为10mm。
6、综上所述,由于采用了上述技术方案,本实用新型的有益效果是:
7、1、本实用新型中,上轴管承插到下轴管形成整体限位,具有带颈泵壳法兰装配定位、焊接变形控制功能;带颈泵壳法兰焊接采用氩弧焊施焊,单面焊双面成型,为保证内侧焊缝成型质量,内侧需备氩,因此,上轴管为内径20mm的空心管,并在下轴管连接部的焊缝位置上开设有若干孔径为10mm的漏气孔。带颈泵壳法兰孔径为40mm,上轴管的法兰装配部和下轴管的外径为39mm,轴管不与焊缝干涉,并且将轴管设计为上轴管和下轴管的拆分结构,利于焊后轴管顺利拔出。焊接辅助装置结构简单、成本低,使用方法简单;装配带颈法兰定位方便、准确;有效保证了焊接过程的顺利进行,防止带颈泵壳法兰焊接变形。
技术特征:
1.一种带颈泵壳法兰焊接辅助装置,其特征在于,包括上轴管(1)和下轴管(2),所述上轴管为中空管,所述上轴管(1)的内径为20mm,所述上轴管(1)包括法兰装配部(11)和下轴管连接部(12),所述法兰装配部(11)的外径为39mm,所述下轴管连接部(12)的外径为29.6mm,所述下轴管(2)开设有上轴管连接孔(21),所述上轴管连接孔(21)的孔径为30mm,所述下轴管(2)的外径为39mm。
2.按照权利要求1所述的一种带颈泵壳法兰焊接辅助装置,其特征在于,所述下轴管连接部(12)上开设有若干漏气孔(3)。
3.按照权利要求2所述的一种带颈泵壳法兰焊接辅助装置,其特征在于,所述漏气孔(3)的孔径为10mm。
技术总结
本技术公开了一种带颈泵壳法兰焊接辅助装置,属于法兰焊接辅助工装技术领域,目的在于提供一种带颈泵壳法兰焊接辅助装置,解决现有带颈泵壳法兰焊接不便、焊接质量差的问题。其包括上轴管和下轴管,所述上轴管为中空管,所述上轴管的内径为20mm,所述上轴管包括法兰装配部和下轴管连接部,所述法兰装配部的外径为39mm,所述下轴管连接部的外径为29.6mm,所述下轴管开设有上轴管连接孔,所述上轴管连接孔的孔径为30mm,所述下轴管的外径为39mm。所述下轴管连接部上开设有若干漏气孔。所述漏气孔的孔径为10mm。本技术适用于一种带颈泵壳法兰焊接辅助装置。
技术研发人员:刘胜男,赵力行,唐骁,陈伟,黄宛琴,韩溢
受保护的技术使用者:德阳九鼎电气有限公司
技术研发日:20230928
技术公布日:2024/4/29
- 还没有人留言评论。精彩留言会获得点赞!