焊接治具的制作方法
本技术涉及焊接作业辅助装置,特别是一种焊接治具。
背景技术:
1、新能汽车发展趋势在国家的大力鼓励倡导下日渐壮大,而新能源汽车托盘作为新能源汽车的重要组成部分也发挥着其重要的角色功能,由于电池托盘零部件比较多,特别是一些小零件需要焊接,焊接的过程中没有治具定位,导致焊接精度不够,影响生产效率。
技术实现思路
1、本实用新型旨在至少解决现有技术中存在的技术问题之一。为此,本实用新型提出一种焊接治具,能够将零件限定于预定位置,以保证零件在焊接过程中的位置精度,防止零件偏位。
2、根据本实用新型实施例的焊接治具,包括:第一连接件、固定机构与及第一定位组件,固定机构与所述第一连接件连接,用于将所述焊接治具固定于所述电池托盘上的预定位置,第一定位组件包括支撑件及调整件,所述支撑件与所述第一连接件连接,所述调整件设有两个,两个所述调整件沿所述第一连接件的长度方向分别设置于所述支撑件的两侧,两个所述调整件之间的距离可调节,且与所述支撑件围成定位槽,所述定位槽用于将所述零件定位于预定位置。
3、根据本实用新型实施例的焊接治具,至少具有如下有益效果:在焊接开始前,通过固定机构将焊接治具固定于电池托盘上的预定位置,随后,将需要焊接的零件放置于定位槽上,并通过调节调整件以及加入合适的垫片,从而将零件限定于预定位置,再进行焊接工作,能够提高零件焊接后的位置精度,提高生产效率。
4、根据本实用新型的一些实施例,所述第一定位组件设置有多组,且多组所述第一定位组件沿所述第一连接件的长度方向间隔设置。
5、根据本实用新型的一些实施例,还包括第二定位组件,所述第二定位组件包括定位座及定位件,所述定位件设于所述电池托盘,所述定位座与所述定位件对应设置且与所述第一连接件连接,所述定位件可与所述定位座套装。
6、根据本实用新型的一些实施例,所述定位座偏离所述第一连接件长度方向上的中点位置设置于所述第一连接件。
7、根据本实用新型的一些实施例,所述固定机构设置有两组,两组所述固定机构分别设置于所述第一连接件长度方向的两端。
8、根据本实用新型的一些实施例,所述固定机构包括第二连接件、治具定位组件及夹紧机构,所述第二连接件与所述第一连接件连接,所述治具定位组件设置于所述第二连接件,用于将所述焊接治具定位于所述电池托盘上的预定位置,所述夹紧机构与所述第二连接件连接,用于将定位于所述电池托盘上的所述焊接治具夹紧于所述电池托盘。
9、根据本实用新型的一些实施例,所述治具定位组件包括定位孔及定位销,所述定位孔设于所述第二连接件并与所述电池托盘上的孔位对应,所述定位销穿设于所述定位孔并能够穿过所述定位孔穿入所述电池托盘的所述孔位,所述定位销与所述定位孔及所述电池托盘上的孔位适配。
10、根据本实用新型的一些实施例,所述夹紧机构包括驱动件、第一安装件及夹紧组件,所述第一安装件与所述第二连接件连接,所述驱动件活动设置于所述第一安装件并通过驱动组件连接至所述夹紧组件,所述驱动件能够通过所述驱动组件驱动所述夹紧组件相对于所述第一安装件转动,以夹紧或松开所述电池托盘。
11、根据本实用新型的一些实施例,所述驱动组件包括第三连接件,所述夹紧组件包括连接臂及设置在所述连接臂的顶压组件,所述连接臂的一端设置安装部,所述安装部的一端铰接至所述第一安装件,所述安装部的另一端铰接至所述驱动件的一端,所述第三连接件的一端铰接至所述第一安装件,所述第三连接件的另一端铰接至所述驱动件,以使所述安装部、所述第一安装件、所述驱动件及所述第三连接件形成可变形的四连杆机构,所述驱动件受外力驱动时,能够使所述四连杆机构变形,以驱动所述连接臂移动。
12、根据本实用新型的一些实施例,所述夹紧组件包括连接臂及设置在所述连接臂的顶压组件,所述顶压组件包括抵接螺杆,所述连接臂设置有能够供所述抵接螺杆穿过的安装槽,所述抵接螺杆的上、下端分别配置有螺母,位于所述抵接螺杆的上、下端的所述螺母分别对应的抵压至所述连接臂的上、下端面,以将所述螺杆固定至所述连接臂。
13、本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
技术特征:
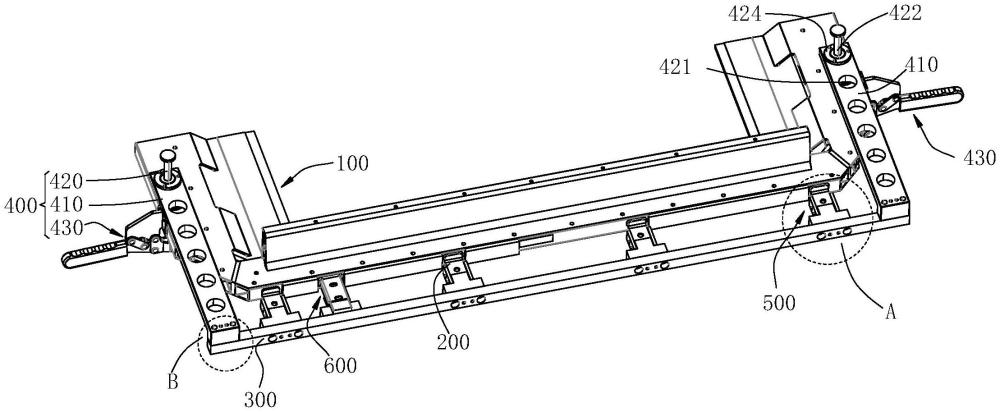
1.一种焊接治具,用于辅助工人将零件(200)焊接于电池托盘(100),其特征在于,包括:
2.根据权利要求1所述的一种焊接治具,其特征在于,所述第一定位组件(500)设置有多组,且多组所述第一定位组件(500)沿所述第一连接件(300)的长度方向间隔设置。
3.根据权利要求1所述的一种焊接治具,其特征在于,还包括第二定位组件(600),所述第二定位组件(600)包括定位座(310)及定位件(110),所述定位件(110)设于所述电池托盘(100),所述定位座(310)与所述定位件(110)对应设置且与所述第一连接件(300)连接,所述定位件(110)可与所述定位座(310)套装。
4.根据权利要求1所述的一种焊接治具,其特征在于,所述固定机构(400)设置有两组,两组所述固定机构(400)分别设置于所述第一连接件(300)长度方向的两端。
5.根据权利要求4所述的一种焊接治具,其特征在于,所述固定机构(400)包括第二连接件(410)、治具定位组件(420)及夹紧机构(430),所述第二连接件(410)与所述第一连接件(300)连接,所述治具定位组件(420)设置于所述第二连接件(410),用于将所述焊接治具定位于所述电池托盘(100)上的预定位置,所述夹紧机构(430)与所述第二连接件(410)连接,用于将定位于所述电池托盘(100)上的所述焊接治具夹紧于所述电池托盘(100)。
6.根据权利要求5所述的一种焊接治具,其特征在于,所述治具定位组件(420)包括定位孔(421)及定位销(422),所述定位孔(421)设于所述第二连接件(410)并与所述电池托盘(100)上的孔位(423)对应,所述定位销(422)穿设于所述定位孔(421)并能够穿过所述定位孔(421)穿入所述孔位(423),所述定位销(422)与所述定位孔(421)及所述电池托盘(100)上的孔位(423)适配。
7.根据权利要求5所述的一种焊接治具,其特征在于,所述夹紧机构(430)包括驱动件(431)、第一安装件(432)及夹紧组件,所述第一安装件(432)与所述第二连接件(410)连接,所述驱动件(431)活动设置于所述第一安装件(432)并通过驱动组件连接至所述夹紧组件,所述驱动件(431)能够通过所述驱动组件驱动所述夹紧组件相对于所述第一安装件(432)移动,以夹紧或松开所述电池托盘(100)。
8.根据权利要求7所述的一种焊接治具,其特征在于,所述驱动组件包括第三连接件(433),所述夹紧组件包括连接臂(442)及设置在所述连接臂(442)的顶压组件(446),所述连接臂(442)的一端设置安装部(441),所述安装部(441)的一端铰接至所述第一安装件(432),所述安装部(441)的另一端铰接至所述驱动件(431)的一端,所述第三连接件(433)的一端铰接至所述第一安装件(432),所述第三连接件(433)的另一端铰接至所述驱动件(431),以使所述安装部(441)、所述第一安装件(432)、所述驱动件(431)及所述第三连接件(433)形成可变形的四连杆机构,所述驱动件(431)受外力驱动时,能够使所述四连杆机构变形,以驱动所述连接臂(442)移动。
9.根据权利要求7所述的一种焊接治具,其特征在于,所述夹紧组件包括连接臂(442)及设置在所述连接臂(442)的顶压组件(446),所述顶压组件(446)包括抵接螺杆(443),所述连接臂(442)设置有能够供所述抵接螺杆(443)穿过的安装槽(447),所述抵接螺杆(443)的上、下端分别配置有螺母(444),位于所述抵接螺杆(443)的上、下端的所述螺母分别对应的抵压至所述连接臂(442)的上、下端面,以将所述螺杆(443)固定至所述连接臂(442)。
技术总结
本技术公开了一种焊接治具,包括:第一连接件、固定机构与及第一定位组件,固定机构与第一连接件连接,用于将焊接治具固定于电池托盘上的预定位置,第一定位组件包括支撑件及调整件,支撑件与第一连接件连接,调整件设有两个,两个调整件沿第一连接件的长度方向分别设置于支撑件的两侧,两个调整件之间的距离可调节,且与支撑件围成定位槽,定位槽用于将零件定位于预定位置,采用本焊接治具,在焊接开始前,通过固定机构将焊接治具固定于电池托盘上的预定位置,随后,将需要焊接的零件放置于定位槽上,并通过调节调整件以及加入合适的垫片,从而将零件限定于预定位置,再进行焊接工作,能够提高零件焊接后的位置精度,提高生产效率。
技术研发人员:华世康,袁宗凯,郭攀,曾新,杨征天,宾炜
受保护的技术使用者:广东和胜新能源科技有限公司
技术研发日:20230928
技术公布日:2024/5/6
- 还没有人留言评论。精彩留言会获得点赞!