低温气体用储气罐、低温气体用储气罐的制造方法与流程
本发明涉及一种低温气体用储气罐、低温气体用储气罐的制造方法。本申请主张基于2022年10月25日于日本申请的专利申请2022-170366号的优先权,并将其内容援用于此。
背景技术:
1、在使用金属材料被制造的各种物品中,要求具备与物品对应的所需强度和韧性。例如,在专利文献1中,公开有降伏强度为500n/mm2以上且拉伸强度为610n/mm2以上的高强度的钢材。
2、以往技术文献
3、专利文献
4、专利文献1:日本特开2008-25014号公报
技术实现思路
1、发明要解决的技术课题
2、然而,在容纳货物温度成为-10℃以下的低温的液化气的储气罐中,形成储气罐的材料的厚度、强度、韧性等根据规则而规定。因此,在将构成储气罐的钢制板材彼此接合的焊接部中,也要求确保所需的韧性。尤其在船用的储气罐中,从防止脆性破坏的观点出发,有时在规则上要求在焊接后实施热处理来消除焊接残余应力。然而,在该热处理后焊接部的韧性有可能降低。因此,即使在钢制板材上使用了如专利文献1中所公开的那种钢材,也有可能在焊接部中无法确保所需的韧性。
3、本发明是为了解决上述课题而完成的,其目的在于提供一种能够在焊接部中确保足够的韧性的低温气体用储气罐、低温气体用储气罐的制造方法。
4、用于解决技术课题的手段
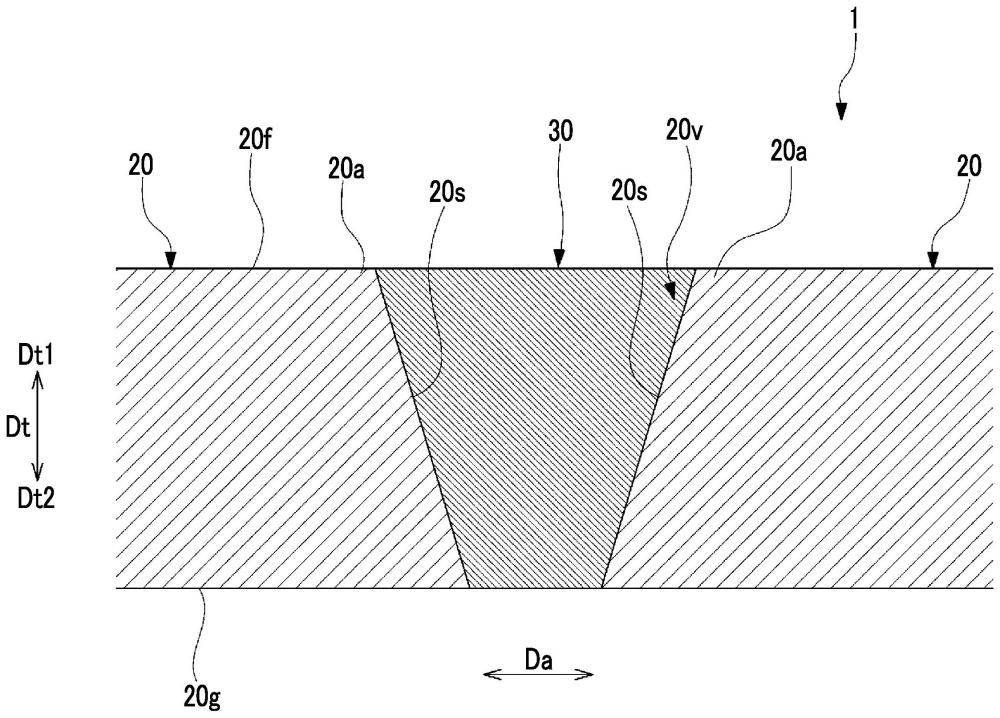
5、为了解决上述课题,本发明所涉及的低温气体用储气罐是储存-10℃~-80℃的液化气的低温气体用储气罐。所述低温气体用储气罐具备多个储气罐板材及焊接部。所述多个储气罐板材由碳锰钢制成。所述焊接部焊接有多个所述储气罐板材彼此。形成所述焊接部的焊接材料为9%镍钢用焊接材料或高锰钢用的焊接材料。
6、本发明所涉及的低温气体用储气罐的制造方法是储存在-10℃~-80℃下储藏的液化气的低温气体用储气罐的制造方法。所述低温气体用储气罐的制造方法包括准备储气罐板材的工序及接头焊接的工序。在准备所述储气罐板材的工序中,准备由碳锰钢制成的多个储气罐板材。在所述接头焊接的工序中,使用9%镍钢用焊接材料或高锰钢用的焊接材料对所述储气罐板材彼此进行接头焊接。
7、发明效果
8、根据本发明的低温气体用储气罐、低温气体用储气罐的制造方法,能够在焊接部中确保足够的韧性。
技术特征:
1.一种低温气体用储气罐,其为储存-10℃~-80℃的液化气的低温气体用储气罐,其具备:
2.根据权利要求1所述的低温气体用储气罐,其中,
3.根据权利要求1或2所述的低温气体用储气罐,其中,
4.根据权利要求1或2所述的低温气体用储气罐,其中,
5.根据权利要求4所述的低温气体用储气罐,其中,
6.根据权利要求5所述的低温气体用储气罐,其中,
7.根据权利要求1或2所述的低温气体用储气罐,其中,
8.根据权利要求1或2所述的低温气体用储气罐,其中,
9.一种低温气体用储气罐的制造方法,所述低温气体用储气罐储存在-10℃~-80℃下储藏的液化气,所述制造方法包括:
技术总结
一种低温气体用储气罐,其为储存‑10℃~‑80℃的液化气的低温气体用储气罐,其具备:由碳锰钢制成的多个储气罐板材;及焊接多个储气罐板材彼此的焊接部,形成焊接部的焊接材料为9%镍钢用焊接材料或高锰钢用的焊接材料。
技术研发人员:渡部亨尚,久保俊之
受保护的技术使用者:三菱造船株式会社
技术研发日:
技术公布日:2025/4/28
- 还没有人留言评论。精彩留言会获得点赞!