一种用于车门内板总成的焊接装置及其方法与流程
本申请涉及车辆焊接的,尤其是涉及一种用于车门内板总成的焊接装置及其方法。
背景技术:
1、汽车的车门内板总成一般由车门内板和焊接在车门内板内侧的各式车门内衬构成,具体的车门内衬包括:车门限位器加强板、门锁加强板、门锁吸合电机支架、上铰链加强板、车门窗框加强板、下铰链加强板等。这些加强板在焊接时部分采用点焊、部分采用包边焊,且主要以激光焊接为主。
2、相关技术中公开号为cn114523179a的中国专利,提出了一种新能源汽车车门智能焊接机械臂,包括机械臂支座、设置在所述机械臂支座上的机械大臂和机械小臂,还包括用于保护焊丝的套管、用于支撑所述套管的扭转缓冲支撑组件和固定支撑组件,所述固定支撑组件固定于所述机械臂支座,所述机械大臂和机械小臂的连接关节处向外伸出有一芯轴;所述扭转缓冲支撑组件包括旋转套筒、连接支撑部和焊丝支撑部,所述旋转套筒与所述芯轴转动配合。该发明装置可以在机械臂的节点反复弯折工作时,可以对焊丝的变形进行缓冲,减少焊丝的瞬时弯曲幅度,保证焊接工艺的顺利进行。
3、上述中的相关技术存在有以下缺陷:上述方案通过将激光焊接机械臂和焊丝送丝机进行组合可以实现对汽车车门的激光填丝焊接,可以对装配间隙较大的焊件进行实焊,但是在车门内板总成的实际装配、焊接中,车门异型面较多,并不能确保车门和各内衬加强板统一的装配间隙,这样就使得激光填丝焊接不能灵活自如地运用在生产实际中。
技术实现思路
1、为了改善车门内衬加强板装配过程中装配间隙不统一而影响焊接质量的问题,本申请提供一种用于车门内板总成的焊接装置及其方法。
2、本申请第一方面提供的一种用于车门内板总成的焊接装置采用如下的技术方案:
3、一种用于车门内板总成的焊接装置,包括机械臂、安装在机械臂输出端上的安装台和安装在所述安装台上的激光焊接头和焊丝送丝枪,所述安装台上转动安装有两个平行设置的检测轮,所述检测轮位于所述焊丝送丝枪背离所述激光焊接头的一侧,所述安装台上沿所述检测轮径向滑动设置有探针,所述探针位于两个所述检测轮之间,两个所述检测轮用于与待焊接焊件的焊缝两侧边相抵;
4、所述安装台上设置有用于检测所述探针伸出所述检测轮外缘状态的检测机构,所述检测机构与所述焊丝送丝枪控制连接;当所述检测机构检测到所述探针检测端超出所述检测轮外缘时,所述焊丝送丝枪受控启动;
5、所述安装台上设置有用于随所述检测轮旋转而驱使所述探针沿所述检测轮径向高速往复移动的随动机构。
6、更进一步地,所述安装台上固接有沿所述检测轮径向设置的套管,所述套管中滑动设置有与所述探针共轴线的检测杆,所述探针可拆安装于所述检测杆端部。
7、更进一步地,所述检测机构包括固接在所述检测杆靠近所述安装台一端的拨块,所述拨块与所述套管之间固接有拉簧,所述套管靠近所述安装台的一侧安装有与所述焊丝送丝枪控制连接的压力传感器,所述拨块上固接有与所述压力传感器对应的压杆;
8、当所述探针底端与所述检测轮底端外缘平齐时,所述拉簧处于被拉伸状态,且所述压杆未与所述压力传感器抵触。
9、更进一步地,所述随动机构包括同轴固接在所述检测轮上的齿圈,所述安装台上转动安装有用于间歇推动所述探针朝靠近所述安装台的方向移动的凸轮,所述凸轮与所述齿圈之间设置有用于增加所述凸轮随动转速的提速组件。
10、更进一步地,所述提速组件包括转动安装在所述安装台上的主齿轮,所述主齿轮与所述凸轮传动连接,所述主齿轮与所述齿圈啮合连接,所述主齿轮齿数小于所述齿圈齿数。
11、更进一步地,两个所述检测轮上均设置有所述齿圈和所述主齿轮,两个所述主齿轮同轴固接。
12、更进一步地,所述凸轮包括转动安装在所述安装台上的轮轴和固接于所述轮轴弧面外周壁上的凸部,所述轮轴上设置有多个凸部。
13、本申请第二方面提供的一种用于车门内板总成的焊接方法采用如下的技术方案:
14、一种用于车门内板总成的焊接方法,基于上述的一种用于车门内板总成的焊接装置,包括以下步骤:
15、将各车门内衬与车门内板进行装配,并用夹具固定;
16、控制所述机械臂带动所述安装台沿待焊接焊件的焊缝轨迹移动,由所述激光焊接头进行焊接;
17、所述安装台上的所述检测轮沿焊缝轨迹移动时通过所述随动机构驱使所述探针在焊缝中高速往复刺入和收回,当所述检测机构检测到所述探针刺入焊缝中时,所述焊丝送丝枪受控启动向缝宽超标的焊缝中输送焊丝,并由所述激光焊接头进行焊接。
18、综上所述,本申请的有益技术效果为:
19、1.机械臂驱使安装台沿焊缝移动时,两个检测轮在前分列焊缝两侧沿焊缝轮廓行走,通过随动机构可使探针朝靠近焊缝的方向高速往复刺入和收回,当探针无法刺入焊缝中时,代表焊件的装配间隙达标,此时激光焊接头可以直接进行焊接;而当探针刺入焊缝中时,探针检测端超出检测轮外缘并被检测机构检测到,此时焊件的装配间隙超标,焊丝送丝枪受控启动向缝宽超标的焊缝中输送焊丝,并由激光焊接头进行焊接,可以有效确保车门内衬装配间隙不一致时的高质量焊接,对各车门内衬的装配间隙要求较底,能够合理控制车门总成的加工成本;
20、2.通过高速往复移动的探针对焊缝缝宽进行检测,焊接装置的设置成本较低,且能避免探针卡死在焊缝中的现象发生,不会对激光焊接头的正常移动造成干扰;并且通过探针和检测机构的配合,可以无视光照、激光光影等外部环境影响,容错率更高,应用范围更为广泛;
21、3.探针在拉簧的弹性形变力作用下刺入焊缝,且凸轮上的凸部间歇推动拨块朝靠近安装台的方向移动,以将探针自焊缝中拔出;由此便可以实现探针在焊缝中的弹性刺入以及刚性拔出,即使探针在移动过程中卡死在焊缝中,借助凸轮的凸部的抵推作用也可以将探针自焊缝中拔出,不会对下一检测回合造成影响,使得本申请的焊接装置的容错率更高。
技术特征:
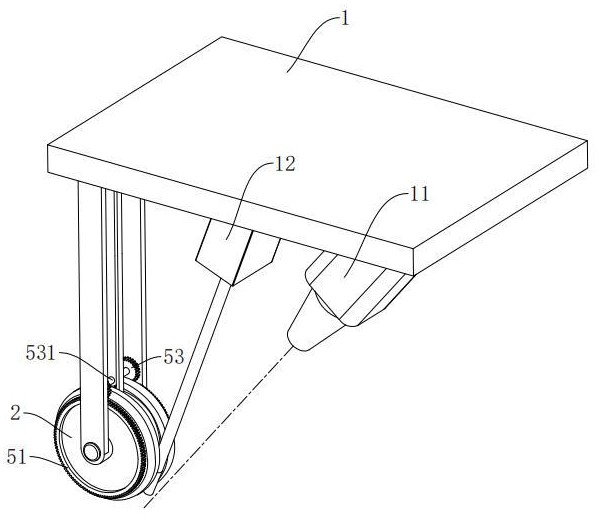
1.一种用于车门内板总成的焊接装置,包括机械臂、安装在机械臂输出端上的安装台(1)和安装在所述安装台(1)上的激光焊接头(11)和焊丝送丝枪(12),其特征在于,所述安装台(1)上转动安装有两个平行设置的检测轮(2),所述检测轮(2)位于所述焊丝送丝枪(12)背离所述激光焊接头(11)的一侧,所述安装台(1)上沿所述检测轮(2)径向滑动设置有探针(31),所述探针(31)位于两个所述检测轮(2)之间,两个所述检测轮(2)用于与待焊接焊件的焊缝两侧边相抵;
2.根据权利要求1所述的一种用于车门内板总成的焊接装置,其特征在于,所述安装台(1)上固接有沿所述检测轮(2)径向设置的套管(32),所述套管(32)中滑动设置有与所述探针(31)共轴线的检测杆(33),所述探针(31)可拆安装于所述检测杆(33)端部。
3.根据权利要求2所述的一种用于车门内板总成的焊接装置,其特征在于,所述检测机构包括固接在所述检测杆(33)靠近所述安装台(1)一端的拨块(41),所述拨块(41)与所述套管(32)之间固接有拉簧(42),所述套管(32)靠近所述安装台(1)的一侧安装有与所述焊丝送丝枪(12)控制连接的压力传感器(43),所述拨块(41)上固接有与所述压力传感器(43)对应的压杆(44);
4.根据权利要求1-3任一项所述的一种用于车门内板总成的焊接装置,其特征在于,所述随动机构包括同轴固接在所述检测轮(2)上的齿圈(51),所述安装台(1)上转动安装有用于间歇推动所述探针(31)朝靠近所述安装台(1)的方向移动的凸轮(52),所述凸轮(52)与所述齿圈(51)之间设置有用于增加所述凸轮(52)随动转速的提速组件。
5.根据权利要求4所述的一种用于车门内板总成的焊接装置,其特征在于,所述提速组件包括转动安装在所述安装台(1)上的主齿轮(53),所述主齿轮(53)与所述凸轮(52)传动连接,所述主齿轮(53)与所述齿圈(51)啮合连接,所述主齿轮(53)齿数小于所述齿圈(51)齿数。
6.根据权利要求5所述的一种用于车门内板总成的焊接装置,其特征在于,两个所述检测轮(2)上均设置有所述齿圈(51)和所述主齿轮(53),两个所述主齿轮(53)同轴固接。
7.根据权利要求4所述的一种用于车门内板总成的焊接装置,其特征在于,所述凸轮(52)包括转动安装在所述安装台(1)上的轮轴(521)和固接于所述轮轴(521)弧面外周壁上的凸部(522),所述轮轴(521)上设置有多个凸部(522)。
8.一种用于车门内板总成的焊接方法,基于如权利要求1-7任一项所述的一种用于车门内板总成的焊接装置,其特征在于,包括以下步骤:
技术总结
本申请涉及一种用于车门内板总成的焊接装置及其方法,其焊接装置包括机械臂、安装台、激光焊接头和焊丝送丝枪,安装台上转动安装有两个检测轮,安装台上沿检测轮径向滑动设置有探针,探针位于两个检测轮之间,两个检测轮用于与待焊接焊件的焊缝两侧边相抵;安装台上设置有用于检测探针伸出检测轮外缘状态的检测机构;当检测机构检测到探针检测端超出检测轮外缘时,焊丝送丝枪受控启动;安装台上设置有用于随检测轮旋转而驱使探针沿检测轮径向高速往复移动的随动机构。本申请通过检测机构检测探针刺入焊缝中的状态,可在焊缝缝宽大于装配间隙时控制焊丝送丝枪向焊缝中送丝并进行焊接,可以有效确保车门内衬装配间隙不一致时的高质量焊接。
技术研发人员:陈磊,王亮,帅星炜
受保护的技术使用者:武汉瑞普汽车部件有限公司
技术研发日:
技术公布日:2024/2/8
- 还没有人留言评论。精彩留言会获得点赞!