一种散热器冷凝管及其加工装置的制作方法
本发明涉及汽车零部件,具体涉及一种散热器冷凝管及其加工装置。
背景技术:
1、汽车散热器由进水室、出水室及冷凝管等三部分构成。冷却液在冷凝管循环内流动,空气在散热器外通过,热的冷却液由于向空气散热而变冷,冷空气则因为吸收冷却液散出的热量而升温。
2、冷凝管作为散热器的主要组成部分,冷凝管的质量决定散热器的散热效果,现有技术中,如图1所示,冷凝管加工过程中,预先在一根通长的冷凝管上分段缠绕焊接螺旋翅片1b,并将通长的冷凝管进行多次弯折,加工成呈u形循环状的弯折长管体1a,实现一组弯折长管体1a加工成型,如图2和图3所示,将多组加工成型的弯折长管体1a组装在散热器上时,需要对多组弯折长管体1a进行并列固定安装,每组弯折长管体1a的上下管段插接在封装板22上,封装板22上开设的开口部22b用于避让插设弯折长管体1a的中间管段,因弯折长管体1a上分段缠绕焊接螺旋翅片1b,封装板22上开设的安装孔22a孔径要大于螺旋翅片1b的外径,造成弯折长管体1a与封装板22之间的插孔具有空隙,在汽车散热器使用过程中,散热器会产生振动,并列布置的多组弯折长管体1a容易发生振动偏移情况,而造成相邻的弯折长管体1a碰撞,容易引起弯折长管体1a开裂,碰撞损坏的弯折长管体1a需要将整根通长的冷凝管更换,不仅降低弯折长管体1a使用寿命,且增加了冷凝管的生产成本。
技术实现思路
1、本发明的目的在于提供一种散热器冷凝管的加工装置,用于解决现有技术中加工成型的弯折长管体组装时容易因振动发生碰撞损坏开裂的问题。
2、本发明的目的可以通过以下技术方案实现:
3、一种散热器冷凝管的加工装置,包括:
4、夹持组件,对称设置在短管体的两侧,所述夹持组件包括有一体结构的内衬圆柱体和多棱柱体,所述内衬圆柱体的直径与所述短管体的内径相一致,所述内衬圆柱体上设有夹板,所述夹板的直径要大于所述短管体的外径;
5、夹持气缸,所述夹持气缸的尾端与所述夹持组件相抵触,所述夹持气缸固定安装在机架上;
6、旋转机构,与所述多棱柱体之间驱动连接;
7、丝扣模压具,设置在所述短管体管口端的上方;
8、升降机构一,其尾端固定连接所述丝扣模压具,所述升降机构一固定安装在机架上;
9、钻杆,设置在所述短管体的上方,所述钻杆的顶端固定连接电机一的输出端;
10、升降机构二,其尾端固定连接所述电机一,所述升降机构二固定安装在机架上。
11、作为本发明进一步的方案:所述夹持组件上开设有轴孔,所开设的轴孔内插设连接所述夹持气缸的伸缩杆,所述夹持气缸的伸缩杆尾端与所述内衬圆柱体相抵触。
12、作为本发明进一步的方案:所述旋转机构包括的电机二固定安装在所述机架上,所述电机二的输出端固定连接驱动杆,所述驱动杆转动连接在所述机架上,且在所述驱动杆上套接带轮一,所述带轮一通过皮带传动连接带轮二,所述带轮二上开设有与所述多棱柱体相适配的轴孔,所述带轮二与所述多棱柱体之间相滑动连接。
13、作为本发明进一步的方案:所述带轮二的一侧设有锁套,所述锁套与所述多棱柱体之间相套接,沿所述锁套圆周方向上均布设有多个顶紧螺栓,所述顶紧螺栓的尾端用于抵触锁定所述多棱柱体。
14、作为本发明进一步的方案:所述升降机构一包括的升降气缸一固定安装在所述机架上,所述升降气缸一的尾端固定连接架体一,所述架体一的底端固定连接所述丝扣模压具。
15、作为本发明进一步的方案:所述升降机构二包括的升降气缸二固定安装在所述机架上,所述升降气缸二的尾端固定连接架体二,所述架体二的底端固定安装所述电机一。
16、一种散热器冷凝管,包括:
17、自上至下均布设置的若干短管体,所述短管体上螺旋缠绕设置有螺旋翅片,所述短管体的圆周侧壁上裸露设置有多个锁槽,且所述短管体的两侧管口端均分别设置有丝扣部;
18、若干u形管体,所述u形管体用于可拆卸连接所述短管体,其中,所述短管体和所述u形管体组装成u形循环状的冷凝管。
19、作为本发明进一步的方案:所述u形管体与所述短管体之间的连接位置处设置有连接套,所述u形管体插设进入所述短管体的内,所述连接套的一侧螺纹连接所述u形管体,另一侧螺纹连接所述短管体的丝扣部。
20、作为本发明进一步的方案:若干所述短管体均分别插设连接在封装板上开设的安装孔内时,所述锁槽内插设锁定连接锁杆的一端,所述锁杆的另一端滑动连接在所述封装板上开设的滑槽上,所述滑槽内设置有与所述锁杆之间相抵触连接的弹簧。
21、本发明的有益效果:
22、(1)本发明的散热器冷凝管的加工装置,通过夹持气缸带动夹持组件向短管体的管口端靠近,保持待加工的短管体夹持固定,通过旋转机构带动夹持组件的多棱柱体旋转,以使得夹持组件及夹持固定的短管体进行旋转加工,依次通过升降机构一带动丝扣模压具下移,通过升降机构二带动电机一下移,以使短管体上加工获得丝扣部和多个锁槽,操作方便,便于进行大批量短管体进行生产加工,且加工生产效率高;
23、(2)本发明的散热器冷凝管的加工装置,若干短管体进行加工,解决了组装呈u形循环状的冷凝管在其弯折过渡部容易发生破裂的情况,在组装u形循环状的冷凝管时,短管体上加工获得的丝扣部便于可拆卸连接u形管体,组装方便,且在其中一个短管体发生损坏情况下,仅仅需要更换维修破坏的短管体即可,节省成本;
24、(3)本发明的散热器冷凝管,短管体和u形管体组装呈u形循环状的冷凝管,u形管体与短管体之间的连接位置处设置有连接套,短管体和u形管体可拆卸连接方便,便于对短管体进行拆卸更换以及清理使用,且便于通过将每个短管体分别插接在封装板上,安装方便,且稳定,且减少因汽车散热器而产生的振动影响;
25、(4)本发明的散热器冷凝管,短管体上加工获得的锁槽用于通过锁杆限位连接封装板,保持短管体安装稳定性,避免因短管体振动而引起u形循环状的冷凝管偏转位移,从而避免了相连的u形循环状的冷凝管之间发生碰撞损坏,从而提升汽车散热器的使用寿命,而在拆卸更换短管体时,锁杆挤压弹簧收缩进入滑槽内,从而便于快速解除封装板与短管体之间的连接,便于进行拆卸更换操作。
技术特征:
1.一种散热器冷凝管的加工装置,其特征在于,包括:
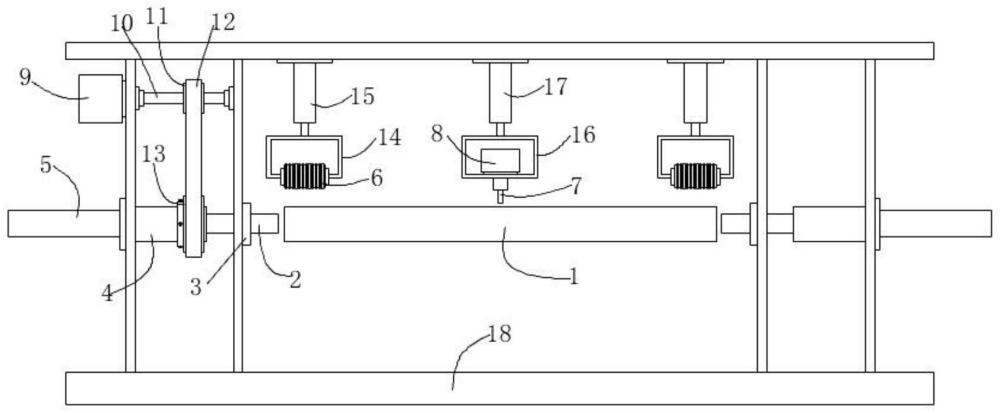
2.根据权利要求1所述的一种散热器冷凝管的加工装置,其特征在于,所述夹持组件上开设有轴孔,所开设的轴孔内插设连接所述夹持气缸(5)的伸缩杆,所述夹持气缸(5)的伸缩杆尾端与所述内衬圆柱体(2)相抵触。
3.根据权利要求2所述的一种散热器冷凝管的加工装置,其特征在于,所述旋转机构包括的电机二(9)固定安装在所述机架(18)上,所述电机二(9)的输出端固定连接驱动杆(10),所述驱动杆(10)转动连接在所述机架(18)上,且在所述驱动杆(10)上套接带轮一(11),所述带轮一(11)通过皮带(12)传动连接带轮二(13),所述带轮二(13)上开设有与所述多棱柱体(4)相适配的轴孔,所述带轮二(13)与所述多棱柱体(4)之间相滑动连接。
4.根据权利要求3所述的一种散热器冷凝管的加工装置,其特征在于,所述带轮二(13)的一侧设有锁套(130),所述锁套(130)与所述多棱柱体(4)之间相套接,沿所述锁套(130)圆周方向上均布设有多个顶紧螺栓(131),所述顶紧螺栓(131)的尾端用于抵触锁定所述多棱柱体(4)。
5.根据权利要求1所述的一种散热器冷凝管的加工装置,其特征在于,所述升降机构一包括的升降气缸一(15)固定安装在所述机架(18)上,所述升降气缸一(15)的尾端固定连接架体一(14),所述架体一(14)的底端固定连接所述丝扣模压具(6)。
6.根据权利要求1所述的一种散热器冷凝管的加工装置,其特征在于,所述升降机构二包括的升降气缸二(17)固定安装在所述机架(18)上,所述升降气缸二(17)的尾端固定连接架体二(16),所述架体二(16)的底端固定安装所述电机一(8)。
7.一种散热器冷凝管,其特征在于,包括:
8.根据权利要求7所述的一种散热器冷凝管,其特征在于,所述u形管体(1c)与所述短管体(1)之间的连接位置处设置有连接套(21),所述u形管体(1c)插设进入所述短管体(1)的内,所述连接套(21)的一侧螺纹连接所述u形管体(1c),另一侧螺纹连接所述短管体(1)的丝扣部(20)。
9.根据权利要求7所述的一种散热器冷凝管,其特征在于,若干所述短管体(1)均分别插设连接在封装板(22)上开设的安装孔(22a)内时,所述锁槽(19)内插设锁定连接锁杆(23)的一端,所述锁杆(23)的另一端滑动连接在所述封装板(22)上开设的滑槽(22c)上,所述滑槽(22c)内设置有与所述锁杆(23)之间相抵触连接的弹簧(24)。
技术总结
本发明公开了一种散热器冷凝管的加工装置,包括夹持组件、夹持气缸、旋转机构、丝扣模压具、升降机构一、钻杆和升降机构二,通过夹持气缸带动夹持组件向短管体的管口端靠近,保持待加工的短管体夹持固定,通过旋转机构带动夹持组件的多棱柱体旋转,以使得夹持组件及夹持固定的短管体进行旋转加工,依次通过升降机构一带动丝扣模压具下移,通过升降机构二带动电机一下移,以使短管体上加工获得丝扣部和多个锁槽,操作方便,便于进行大批量短管体进行生产加工,且加工生产效率高。
技术研发人员:余邦尧,余力深
受保护的技术使用者:黄山奔宇汽车部件股份有限公司
技术研发日:
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!