一种蝶阀阀板的加工方法与流程
本发明涉及阀板设备,更具体地说,特别涉及一种蝶阀阀板的加工方法。
背景技术:
1、蝶阀又叫翻板阀,是一种结构简单的调节阀,可用于低压管道介质的开关控制的蝶阀是指关闭件为圆盘,围绕阀轴旋转来达到开启与关闭的一种阀,阀门除作开启及调节流量用之外,最重要的就是作为密封关闭,这时,关闭的阀门要求是零泄漏的,因此,阀门起主要关闭作用的阀座密封面就显得犹为重要。
2、密封性对翻阀板加工时的平整度要求非常高,因其材质特殊,温度变化对其形状尺寸的影响非常明显,尤其是在磨制加工过程中,磨具对密封板持续作用会产生高温,从而导致其受热变形,目前,国际上普遍采用的技术是真空吸附式加工,但因国内真空吸附技术限制,使用同样工艺加工的密封板,平行度和平整度均达不到进口替代的要求,无法实现进口旋转阀转子盘密封板的国产化。
3、同时传统的阀门阀座密封面在上下轴端与阀板上下轴端接触处为平面状,与阀板外圆接触处亦为平面状,并且由于密封需要,有一段很宽的密封面带,这时,当阀板还没有到关闭位置时,已开始产生过盈,大大地增加阀门的操作扭矩,并且由于密封面是平面状,密封效果也不佳,容易造成泄漏或在使用磨损划伤,同时传统阀板两端通过通孔与阀杆连接,通孔的形状通常为多边形或者正方形,其与阀杆贴合度较差,阀杆在转动时,受力不均匀,很容易损伤,影响使用寿命。
技术实现思路
1、本发明的目的在于提供一种蝶阀阀板的加工方法。
2、为了达到上述目的,本发明采用的技术方案如下:一种蝶阀阀板的加工方法,所述阀板截面为杠铃状,阀板的加工方法具体步骤如下:
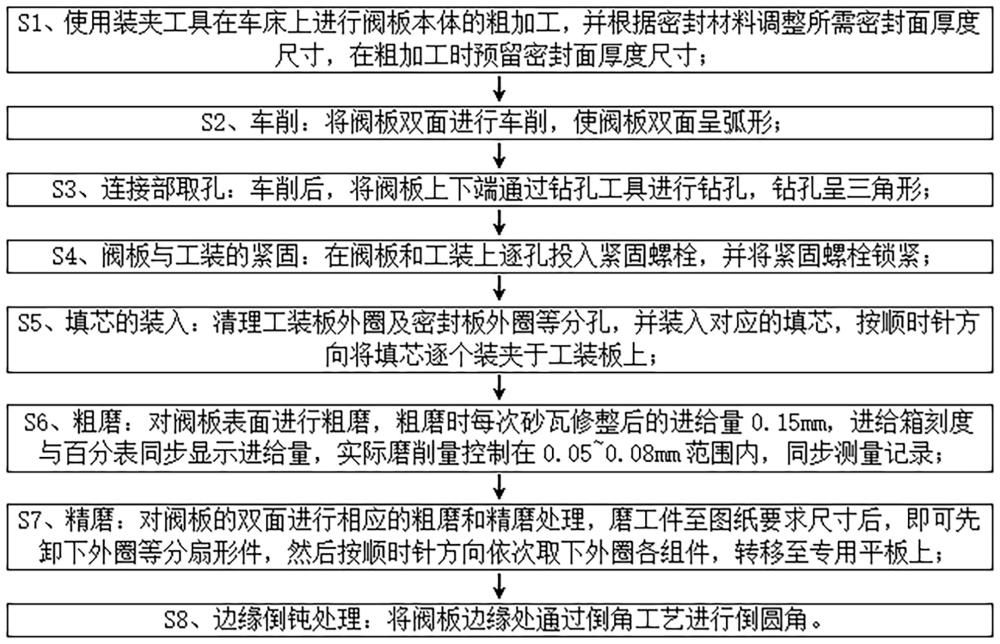
3、s1、使用装夹工具在车床上进行阀板本体的粗加工,并根据密封材料调整所需密封面厚度尺寸,在粗加工时预留密封面厚度尺寸;
4、s2、车削:将阀板双面进行车削,使阀板双面呈弧形;
5、s3、连接部取孔:车削后,将阀板上下端通过钻孔工具进行钻孔,钻孔呈三角形;
6、s4、阀板与工装的紧固:在阀板和工装上逐孔投入紧固螺栓,并将紧固螺栓锁紧;
7、s5、填芯的装入:清理工装板外圈及密封板外圈等分孔,并装入对应的填芯,按顺时针方向将填芯逐个装夹于工装板上;
8、s6、粗磨:对阀板表面进行粗磨,粗磨时每次砂瓦修整后的进给量0.15mm,进给箱刻度与百分表同步显示进给量,实际磨削量控制在0.05~0.08mm范围内,同步测量记录;
9、s7、精磨:对阀板的双面进行相应的粗磨和精磨处理,磨工件至图纸要求尺寸后,即可先卸下外圈等分扇形件,然后按顺时针方向依次取下外圈各组件,转移至专用平板上;
10、s8、边缘倒钝处理:将阀板边缘处通过倒角工艺进行倒圆角。
11、优选地,所述连接部取孔的具体步骤如下:
12、通过坐标定位仪器定好阀板上下端需要取孔的坐标点,编好程序,然后将阀体在机床上进行扩孔,扩孔后阀孔的表面质量达到ra0.8,使用带有内冷孔的硬质合金铣刀扩孔,扩孔时内冷却和外冷却同时进行。
13、优选地,所述步骤s6中粗磨时留0.05~0.1mm精磨量。
14、优选地,扩孔时内冷却的压力大于等于5mbar,外冷却的压力大于等于2mbar。
15、优选地,所述阀板的打磨遵循“中下工件先外圈后内圈、上工件先内圈后外圈”的原则。
16、优选地,所述阀板上下端三角孔为莱洛三角形。
17、与现有技术相比,本发明的优点在于:
18、本发明阀板加工方法能够保证阀板加工的平整度和光洁度,保证磨制时受力均匀,提高阀板尺寸的精度控制,阀板两侧采用弧形面,在保证强度的前提下,减小阀板本体的体积,减轻重量,节约了加工所用的材料,降低了对水流动时产生的阻力,能够使水流通过蝶阀时更加的顺畅,降低损伤,同时阀板两端设置三角形孔,其开关角度定位准确,且有效保证阀杆与插接部之间连接的稳定,阀杆旋转受力时,受力均匀,有效降低阀杆转动过程的损伤,延长使用寿命。
技术特征:
1.一种蝶阀阀板的加工方法,其特征在于:所述阀板截面为杠铃状,阀板的加工方法具体步骤如下:
2.根据权利要求1所述的蝶阀阀板的加工方法,其特征在于,所述连接部取孔的具体步骤如下:
3.根据权利要求1所述的蝶阀阀板的加工方法,其特征在于:所述步骤s6中粗磨时留0.05~0.1mm精磨量。
4.根据权利要求1所述的蝶阀阀板的加工方法,其特征在于:扩孔时内冷却的压力大于等于5mbar,外冷却的压力大于等于2mbar。
5.根据权利要求1所述的蝶阀阀板的加工方法,其特征在于:所述阀板的打磨遵循“中下工件先外圈后内圈、上工件先内圈后外圈”的原则。
6.根据权利要求1所述的蝶阀阀板的加工方法,其特征在于:所述阀板上下端三角孔为莱洛三角形。
技术总结
本发明公开了一种蝶阀阀板的加工方法,具体步骤如下:使用装夹工具在车床上进行阀板本体的粗加工;将阀板双面进行车削,使阀板双面呈弧形;车削后,将阀板上下端通过钻孔工具进行钻孔,钻孔呈三角形;对阀板的双面进行相应的粗磨和精磨处理,磨工件至图纸要求尺寸后,即可先卸下外圈等分扇形件,然后按顺时针方向依次取下外圈各组件,转移至专用平板上。本发明阀板加工方法能够保证阀板加工的平整度和光洁度,保证磨制时受力均匀,提高阀板尺寸的精度控制,阀板两侧采用弧形面,在保证强度的前提下,减小阀板本体的体积,降低了对水流动时产生的阻力,同时阀板两端设置三角形孔,有效保证阀杆与插接部之间连接的稳定。
技术研发人员:赵敏,王舟一,陈凤琳
受保护的技术使用者:铜陵三正智控阀门有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!